F
fabrication – A manufacturing process that transforms materials to make parts to go into an assembly.
Fabrication includes manufacturing processes (such as molding, machining, forming, or joining) and not assembly. Small businesses that specialize in metal fabrication are called fab shops. A semiconductor fabrication facility is called a wafer fab and makes integrated circuits (silicon chips).
See assembly line, manufacturing processes, respond to order (RTO).
facility layout – The physical organization of processes in a facility. ![]()
The layout of a factory should minimize the total cost of moving materials between workcenters. Some processes must be located next to each other, while others cannot be located next to each other due to heat, sound, or vibration. Other issues include cycle time, waste, space efficiency, communications, safety, security, quality, maintenance, flexibility, customer waiting time, aesthetics for workers, and aesthetics for customers.
The layout problem is not unique to manufacturing. Service businesses, such as hospitals and banks, have the same issues. Retailers use planograms to help layout retail stores. Similar layout problems are common in other design contexts, such as laying out an integrated circuit. Experience engineering issues are important when the customer contact is high.
The three basic types of facility layouts include the process layout (functional layout), the product layout, and the fixed-position (project) layout. Each of these is discussed briefly below.
Process layout (functional layout) – A layout that groups similar activities together in departments or workcenters according to the process or function that they perform. For example, all drills might be located together in the drill workcenter. The process layout is generally used in operations that are required to serve a wide variety of customer needs, so the equipment must serve many purposes and the workforce needs to be highly skilled. Although process layouts offer high flexibility, they are relatively inefficient because of long queues, long cycle times, and high materials handling costs. The best example of a process layout is a job shop. The major concerns in a process layout are cycle times, utilization, order promising, routing, and scheduling.
Traditional industrial engineering approaches to improving a process layout include process analysis, graphical methods, computer simulation, and computer optimization. CRAFT (Computerized Relative Allocation of Facilities Technique) is a heuristic approach developed by Buffa, Armour, and Vollmann (1964) that uses a heuristic (non-optimal) approach to solving a quadratic assignment formulation of the facility layout problem.
Product layout – A product layout arranges activities in the sequence of steps required to manufacture or assemble a product. Product layouts are suitable for mass production or repetitive operations in which demand is relatively steady and volume is relatively high. Product layouts tend to be relatively efficient, but not very flexible. The best example of a product layout is an assembly line. The major concern in a product layout is balancing the line. In designing an assembly line, many tasks (elements) need to be assigned to workers, but these assignments are constrained by the target cycle time for the product and precedence relationships between the tasks (i.e., some tasks need to be done before others). The line balancing problem is to assign tasks to workstations to minimize the number of workstations required while satisfying the cycle time and precedence constraints. Many operations researchers have developed sophisticated mathematical computer models to solve this problem18. The line balancing problem becomes less important when the organization can use cross-trained workers who can move between stations as needed to maximize flow. Cellular manufacturing is a powerful approach for converting some equipment in a process layout into a product layout for families of parts. Mixed model assembly allows some firms to justify having product layouts that are not dedicated to a single product. See the cellular manufacturing and mixed model assembly entries.
18 The webpage www.wiwi.uni-jena.de/Entscheidung/alb provides a video and an overview of the research on this problem.
Fixed-position layout (project-layout) – A fixed-position layout is used in projects where the workers, equipment, and materials go to the production site because the product is too large, fragile, or heavy to move. This type of layout is also called a project layout because the work is usually organized around projects. The equipment is often left on-site because it is too expensive to move frequently. Due to the nature of the work, the workers in a fixed position layout are usually highly skilled. The most familiar examples of a fixed position layout are the construction of building or house. However, a fixed position layout is also used in shipbuilding and machine repair. The major concerns with a fixed-position layout are meeting the project requirements, within budget, and within schedule. See the project management entry.
The Theory of Constraints literature suggests that the focus for all layouts should be on the bottleneck process. See the Theory of Constraints (TOC) entry.
See 5S, assembly line, cellular manufacturing, continuous flow, CRAFT, cross-training, experience engineering, flowshop, focused factory, job order costing, job shop, lean thinking, line balancing, mixed model assembly, planogram, plant-within-a-plant, process design, process map, product-process matrix, project management, spaghetti chart, Theory of Constraints (TOC), workcenter.
facility location – The physical site for a building. ![]()
The facility location problem is to find the best locations for the organization’s facilities (warehouses, stores, factories, offices). The facility location problem is often defined in terms of minimizing the sum of the incoming and outgoing transportation costs. In a retail context, the problem is often defined in terms of maximizing revenue. In the service context, the problem is defined in terms of meeting some service criterion, such as customer travel time or response time for customer needs.
Facility location theory suggests that the problem can be broken into finite and infinite set location models. The finite set location models evaluate a limited number of locations and determine which one is best. The infinite set location models find the best x-y coordinates (or latitudes and longitudes) for a site (or sites) that minimize some mathematical objective function. The center-of-gravity and numeric-analytic location models are infinite set location models. The gravity model for competitive retail store location and the Kepner-Tregoe Model are finite set location models.
Some location models assume that vehicles can travel directly across any geography, while others assume that vehicles are constrained to existing transportation networks. Some models assume that cost is proportional to the distance or time traveled, whereas others include all relevant costs, including tariffs, duties, and tolls.
See center-of-gravity model for facility location, gravity model for competitive retail store location, great circle distance, greenfield, Kepner-Tregoe Model, numeric-analytic location model, process design, supply chain management, tariff, warehouse.
factor analysis – A multivariate statistical method used to reduce the number of variables in a dataset without losing much information about the correlation structure between the variables.
Factor analysis originated in psychometrics and is used in behavioral sciences, social sciences, marketing, operations management, and other applied sciences that deal with large datasets. Factor analysis describes the variability of a number of observed variables in terms of a fewer number of unobserved variables called factors, where the observed variables are linear combinations of the factors plus error terms. To use an extreme example, a study measures people’s height in both inches and centimeters. These two variables have a correlation of 100% and the analysis can be simplified by combining the variables into one “factor” without losing any information.
Factor analysis is related to Principal Component Analysis (PCA). Because PCA performs a variance-maximizing rotation of the variable space, it takes into account all variability in the variables. In contrast, factor analysis estimates how much of the variability is due to common factors. The two methods become essentially equivalent if the error terms in the factor analysis model can be assumed to all have the same variance.
Cluster analysis and factor analysis are both data reduction methods. Given a dataset with rows that are cases (e.g., respondents to a survey) and columns that are variables (e.g., questions on a survey), cluster analysis groups cases into clusters and factor analysis groups variables into factors. Using the survey example, cluster analysis groups similar respondents and factor analysis groups similar variables.
See cluster analysis, Principal Component Analysis (PCA).
factorial – A mathematical function denoted as n! and defined as the product of all positive integers less than or equal to n; in other words, n! = n · (n − 1) · (n − 2) · · · 2 · 1.
The factorial function is important in many fields of mathematics and statistics. For example, a sequence of items is called a permutation and a set of n items can be ordered in n! different ways (permutations). The exclamation symbol (!) is called the “factorial” operator. Note that 0! = 1 is a special case. For example, 5! = 5·4·3·2·1 = 120. The factorial function is not defined for negative numbers. The definition of the factorial function can be extended to non-integer arguments using the gamma function, where n! = Γ (n + 1). The gamma function entry covers this subject in more detail.
Most computers cannot accurately compute values over 170! In Excel, n! = FACT(n). Excel reports an integer overflow error for FACT(n) when n ![]() 171. For large n, n! can be computed (approximately) in Excel with EXP(GAMMALN(n + 1)) and the ratio of two large factorials can be computed approximately as m!/n! = EXP(GAMMALN(m + 1) – GAMMALN(n + 1)).
171. For large n, n! can be computed (approximately) in Excel with EXP(GAMMALN(n + 1)) and the ratio of two large factorials can be computed approximately as m!/n! = EXP(GAMMALN(m + 1) – GAMMALN(n + 1)).
See combinations, gamma function.
Fagan Defect-Free Process – A formal process for reviewing products that encourages continuous improvement.
Fagan (2001) created a method of reviews and inspections for “early detection” of problems in software development while working at IBM. Fagan argues that the inspection process has two goals: (1) find and fix all defects and (2) find and fix all defects in the process that created the defects. The process specifies specific roles for a team of four people: Moderator, Reader, Author, and Tester.
See agile software development, early detection, New Product Development (NPD), scrum.
fail-safe – See error proofing.
Failure Mode and Effects Analysis (FMEA) – A process that identifies the possible causes of failures (failure modes), scores them to create a risk priority number, and then mitigates risk starting with the most important failure mode. ![]()
Failure Mode and Effects Analysis (FMEA) was invented by NASA early in the U.S. Apollo space program. NASA created the tool to alleviate the stress between two conflicting mottos: “Failure is not an option” and “Perfect is the enemy of good.” The first meant successfully completing the mission and returning the crew. The second meant that failure of at least some components was unavoidable.
FMEA is a simple process that identifies the possible causes of failures (failure modes), scores them on three dimensions (severity, occurrence, and detection) to create a risk priority number, and then mitigates risk starting with the most important failure mode. The first step in FMEA is to identify all potential failure modes where a failure might occur. Once these failure modes have been identified, FMEA then requires that each one be scored on three dimensions: severity, occurrence, and detection. All three dimensions are scored on a 1 to 10 scale, where 1 is low and 10 is high. These three scores are then multiplied to produce a Risk Priority Number (RPN). The failure models can then be prioritized based on the RPNs and risk mitigation efforts can then be designed for the more important failure modes.
Many organizations have found FMEA to be a powerful tool for helping them prioritize risk mitigation efforts. At 3M and other firms, FMEA is a required tool for all lean sigma projects.
Whereas Root Cause Analysis (RCA) identifies contributors to an adverse event after the fact, FMEA is intended to be a proactive (before the fact) tool. Ideally, FMEA anticipates all adverse events before they occur.
The scoring part of an FMEA requires the subjective evaluation of three dimensions for each failure mode, where each dimension is scored on a 1 to 10 scale:
Severity – Impact of the failure. If failure occurred, what is the significance of the harm of this failure in terms of cost, time, quality, customer satisfaction, etc.?
Occurrence – Frequency of occurrence. What is the probability that this failure will occur? (This is sometimes called the probability of occurrence.)
Detection – Ability to detect the problem and avoid the impact. Can the failure be detected early enough that it does not have a severe impact? (Important note: A 10 on detection means that it is hard to detect.)
Risk Priority Number (RPN) = (Severity) × (Occurrence) × (Detection)
It is easy to create an Excel workbook for FMEA. The following is a typical format. These actions usually target the likelihood of occurrence, but should also seek to make detection easier and reduce severity. After creating the workbook, the user can sort the rows by the RPN to prioritize the “actions to reduce risk.”
Failure Model and Effects Analysis (FMEA) example

See the Design Failure Mode and Effects Analysis (DFMEA) entry for information about how FMEA can be applied to design.
See Business Continuity Management (BCM), causal map, critical path, Design Failure Mode and Effects Analysis (DFMEA), error proofing, fault tree analysis, Hazard Analysis & Critical Point Control (HACCP), impact wheel, lean sigma, operations performance metrics, Pareto Chart, Pareto’s Law, prevention, risk, risk assessment, risk mitigation, robust, Root Cause Analysis (RCA), work simplification.
family – See product family.
FAS – See Final Assembly Schedule (FAS).
Fast Moving Consumer Goods (FMCG) – Any product sold in high volumes to end customers.
FMCG companies are firms that manufacture, distribute, or sell packaged consumer goods, food, hygiene products, grocery items, cleaning supplies, paper products, toiletries, soft drinks, diapers, toys, pharmaceuticals, and consumer electronics. These products are generally sold at low prices. FMCG seems to be synonymous with consumer packaged goods. The opposite of FMCG (and consumer packaged goods) is durable goods. Books and CDs are not FMCGs because consumers usually only buy them once.
See category captain, category management, consumer packaged goods, durable goods, Efficient Consumer Response (ECR).
fast tracking – See critical path.
fault tree analysis – A graphical management tool for describing the cause and effect relationships that result in major failures; a causal map usually used to identify and solve the causes for a specific actual historical problem.
Fault tree analysis is a causal map drawn from the top down. The actual historical fault or major failure being analyzed is identified as the “top event.” All possible causes of the top event are identified in a tree. The main distinquishing feature of a fault tree compared to other types of causal maps is the use of “OR” nodes for independent causes and “AND” nodes for multiple causes that must exist concurrently for a failure to occur.
See causal map, error proofing, Failure Mode and Effects Analysis (FMEA), risk assessment, risk mitigation, Root Cause Analysis (RCA), root cause tree.
faxban – A pull signal for a kanban system that is sent via fax.
Faxban uses fax communication rather than physical kanban cards to send a pull signal. Faxban can reduce the delay between the time that pull is needed and the time that the pull signal is sent. An e-kanban is similar, except that the signal is sent via e-mail, EDI, or through the Web.
See kanban.
FED-up model – See service quality.
field service – Repair and preventive maintenance activities performed by service technicians at the customer site.
Field service technicians (techs) often travel from their homes to customer sites to perform repairs. Techs usually carry inventory in their vehicles and often replace this inventory from a central source of supply on a use-one-order-one basis. Tech performance is often measured by average response time and customer satisfaction. Service calls can be under a warranty agreement or can be for time and materials. Hill (1992) presented a number of models for planning field service territories and tech truck stock inventory.
See response time, reverse logistics, Service Level Agreement (SLA), service parts.
FIFO – See First-In-First-Out (FIFO).
fill rate – See service level.
Final Assembly Schedule (FAS) – A schedule for the respond to order (RTO) customer interface of a manufacturing process.
For assemble to order (ATO), make to order (MTO), and RTO products, the Master Production Schedule (MPS) is a materials plan for longer-leadtime materials, subassemblies, and components that are kept in inventory until customer orders arrive. The MPS, therefore, is a statement of a longer-term plan for longer-leadtime inventoried materials based on a demand forecast. MRP uses this MPS to create a detailed materials plan that schedules the manufacturing and purchasing activities needed to support the materials plan for these master-scheduled items.
In contrast, the Final Assembly Schedule (FAS) is a short-term (e.g., 1-2 week) materials plan based on actual customer orders. The final assembly process might include assembly or other finishing operations, such as adding accessories, labeling, and packing. The push-pull boundary separates items that are in the MPS and the FAS. The Master Production Schedule (MPS) entry provides more information on this topic.
See assemble to order (ATO), bill of material (BOM), make to order (MTO), Master Production Schedule (MPS), push-pull boundary.
financial performance metrics – Economic measures of success. ![]()
All managers need to have a good understanding of financial performance metrics to make good decisions regarding capital investments, such as new plants and equipment, and also for process improvement projects. In virtually all public organizations and in most privately owned organizations, the financial performance metrics are the main goal. However, the operations performance metrics are often the “drivers” of the financial metrics. The cross-references below include most of the financial metrics that managers need to know.
See asset turnover, balance sheet, Balanced Scorecard, break-even analysis, Compounded Annual Growth Rate (CAGR), cost of goods sold, DuPont Analysis, EBITDA, Economic Value Added (EVA), goodwill, income statement, Internal Rate of Return (IRR), Net Present Value (NPV), operations performance metrics, payback period, performance management system, Return on Assets (ROA), Return on Capital Employed (ROCE), Return on Investment (ROI), Return on Net Assets (RONA), sunk cost, total cost of ownership, Y-tree.
finished goods inventory – The inventory units (or dollars) that are “finished” (completed) and ready for shipment or sale to a customer; sometimes abbreviated FG or FGI. ![]()
Other types of inventory include raw materials, Work-in-Process (WIP), Maintenance-Repair-Operations (MRO), and pipeline (in-transit) inventory.
See Maintenance-Repair-Operations (MRO), Work-in-Process (WIP) inventory.
finite loading – See finite scheduling.
finite population queuing model – See queuing theory.
finite scheduling – Creating a sequence of activities with associated times so that no resource (person, machine, tool, etc.) is assigned more work time than the time available.
The opposite of finite scheduling is infinite loading, which ignores capacity constraints when creating a schedule. Hill and Sum (1993) developed the following terms for finite scheduling: A due-date-feasible schedule satisfies all due date requirements for all tasks (orders or operations). A start-date-feasible schedule does not have any tasks (orders or operations) scheduled before the current time. A capacity-feasible schedule does not require any resource to work more time than is available in any period.
Most finite scheduling systems begin with the current due date and therefore will always create start-date feasible schedules. However, if the capacity is insufficient, these systems will not be able to create due-date feasible schedules.
In contrast, MRP systems plan backward from the due date and therefore always create due-date feasible schedules. However, MRP systems are infinite loading systems and ignore capacity when creating a schedule, which means they create schedules that are often not capacity feasible. MRP systems will “schedule” some orders in the “past-due” time bucket, which means that the orders should have been started before the current time. When MRP systems create orders in the “past-due” bucket, the schedule is not start-date feasible, but is still “due-date” feasible.
Although many ERP systems and project management tools have finite scheduling capabilities, few firms use these tools. Most firms use infinite loading for both ERP and project management and then resolve resource contention issues after the plan (schedule) has been created. Finite scheduling was one of the main needs that motivated the development of Advanced Planning and Scheduling (APS) systems.
See Advanced Planning and Scheduling (APS), backward loading, closed-loop MRP, forward scheduling, infinite loading, load, load leveling, Materials Requirements Planning (MRP), project management, time bucket.
firm order – In the manufacturing context, a customer order that has no uncertainty with respect to product specifications, quantity, or due date; also called a customer order or firm customer order.
In contrast a “soft order” is a forecast or a planned order sometimes provided to suppliers via EDI.
See Electronic Data Interchange (EDI), Master Production Schedule (MPS), Materials Requirements Planning (MRP).
firm planned order – A manufacturing order that is frozen in quantity and time and is not affected by the MRP planning system.
Firm planned orders are created manually by planners and only planners can change the date or quantity for a firm planned order. When an MRP system regenerates materials plans for all items, firm planned orders are not changed. Firm planned orders give planners the ability to adjust schedules to handle material and capacity problems. The order quantities in a master production schedule are often called firm planned orders. A firm planned order is similar to, but not identical to, a firm customer order.
See buyer/planner, manufacturing order, Master Production Schedule (MPS), time fence.
first article inspection – The evaluation of the initial item in an order to confirm that it meets all specifications.
Approval to run additional parts is contingent on this first item meeting all specifications. See inspection.
first mover advantage – The benefit sometimes gained by the first significant company to enter a new market.
Amazon is a good example of a firm that gained competitive advantage by being the first significant firm to enter the online book market. Although other firms sold books on the Internet before Amazon, it was the first firm to do so with appropriate systems and capitalization. Now that Amazon has established itself as the largest Internet book retailer, it has the economies of scale to offer low transaction costs (through good information systems and order fulfillment operations) and the economies of scope (and the network effect) to offer superior value to publishers and authors. The same arguments can be made for eBay in the on-line auction market.
Of course, the first firm in a market is not always able to establish a long-term competitive advantage. Dell Computer currently has the largest market share for personal computers, but many other firms, such as IBM, Apple, and Compaq, entered this market long before Dell.
See market share, operations strategy.
first pass yield – See yield.
first pick ratio – Percentage of items successfully retrieved from the initial warehouse storage location recommended on the pick list.
This is a performance measure for inventory accuracy and warehouse efficiency.
See operations performance metrics, picking.
First-In-First-Out (FIFO) – Using the arrival date as the priority for processing or as an accounting rule.
First-In-First-Out (FIFO) has several similar meanings:
Service priority – The customer who arrived first is serviced first. This is a common practice in walk-in clinics and restaurants.
Production scheduling – The customer order that was received first is processed first. Most lean systems use the FIFO rule. Although FIFO is the “fairest” rule, other dispatching rules often have better shop performance in terms of the average time in system.
Stock rotation – The method of picking goods from inventory that have been in inventory for the longest time.
Stock valuation – The method of valuing stocks that assumes that the oldest stock is consumed first and thus issues are valued at the oldest price.
See dispatching rules, inventory valuation, Last-In-First-Out (LIFO), queuing theory, warehouse.
fishbone diagram – See causal map.
five forces analysis – An industry analysis tool used to better understand a competitive environment.
Michael Porter’s five forces analysis (Porter 1988) can be used by any strategic business unit to evaluate its competitive environment. This analysis looks at five key areas: threat of entrants to the market, the power of buyers, the power of suppliers, the threat of substitutes, and competitive rivalry. The model is shown below.
See competitive analysis, industry analysis, operations strategy, SWOT analysis.
Porter’s Five Forces

five S – See 5S.
fixed order quantity – The policy of using a constant (fixed) lotsize in a production or inventory planning system.
The Economic Order Quantity (EOQ) is a special case of a fixed order quantity. SAP and most other ERP/MRP systems will order in multiples of the fixed order quantity if the net requirements require more than the fixed order quantity.
See Economic Order Quantity (EOQ), lotsize, lotsizing methods.
fixed price contract – A contract to complete a job at a predefined and set cost; also called a fixed-cost contract.
The contractor is obligated to finish the job, no matter how much time or cost is actually incurred. In other words, the contractor takes all the risk.
See buy-back contract, purchasing, risk sharing contract.
fixed storage location – The practice of storing items in a storage area that is labeled with the item ID.
With fixed storage locations, each item has a home location with the item’s identification (part number, item number, SKU) on the shelf. Fixed storage locations are generally inefficient and hard to maintain because the space requirements for products in storage usually change over time as the demand patterns change. These changes require that the organization frequently reallocate the fixed location assignments or have excessive amounts of extra space allocated to each product.
On the positive side, fixed storage locations make it easy for people to find products. Most firms find that a mixture of fixed and random storage locations systems makes sense. The fixed storage locations are used for high-volume products where people are frequently picking items. These locations are replenished often from random storage locations that hold larger bulk quantities of items.
See locator system, random storage location, supermarket, Warehouse Management System (WMS), zone storage location.
fixture – A device used to hold a work piece securely in the correct position relative to the tool while work is being done on the work piece.
Unlike a fixture, a jig can guide the tool.
See jig, manufacturing processes, tooling.
flexibility – The ability to change (adapt) quickly and efficiently in response to a change in the internal or external environment. ![]()
Although the term “flexibility” is used very commonly in business, it is often used inconsistently and has several very different definitions. A major contributing factor to this ambiguity is that organizations face a wide variety of uncertainties and therefore need to have many types of flexibility. However, when managers and researchers discuss flexibility, they often fail to specify which type of flexibility they have in mind. Flexibility can be viewed both strategically and tactically. From a strategic point of view, flexibility can be defined as:
Volume flexibility – The ability to quickly and efficiently increase or decrease the production rate. This is sometimes called scalability and is about having economies of scale or at least avoiding diseconomies of scale.
Mix flexibility – The ability to efficiently handle a wide variety of products in one facility. Other authors define mix flexibility slightly differently. Schroeder, Meyer Goldstein, and Rungtusanatham (2011) defined it as the time to change the mix of products and services; Sethi and Sethi (1990) defined it as the ability of the manufacturing system to produce a set of part types without major setups; and Dixon (1992) defined it as the ability to manufacture a variety of products within a short period of time and without major modifications of existing facilities. Mix flexibility is closely related to product range.
Customization flexibility – The ability to quickly and efficiently provide a wide range of “respond to order” products. This is sometimes called mass customization and is fundamentally about having economies of scope or at least avoiding diseconomies of scope.
New product development flexibility – The ability to quickly and efficiently bring new products to market.
All four of the above flexibilities require the flexibility to be efficient. Unless the organization can “flex” efficiently, it is not truly flexible. For example, it might be possible for a firm to reduce its volume from 100 units per day to 50 units per day, but it is not considered to have volume flexibility if the cost per unit doubles.
Sethi and Sethi (1990) provide a research review article on this subject.
See diseconomy of scale, mass customization, New Product Development (NPD), production planning, resilience, respond to order (RTO), scalability.
Flexible Manufacturing System (FMS) – An integrated set of machines that have automated materials handling between them and are controlled by an integrated information system.
See automation, cellular manufacturing, manufacturing processes, product-process matrix.
float time – See slack time.
floater – A direct labor employee used to fill in on a production line when the regular worker is absent.
floor planning – An arrangement used by a retailer to finance inventory where a finance company buys the inventory, which is then held in trust for the user.
floor stock – Inventory stored close to a production process so workers can use it without an inventory transaction.
The labor cost of handling inventory transactions for lower cost items, such as fasteners, can sometimes be more than the cost of the items themselves. This is also true for bulk items, such as liquids in drums or wire on rolls. This is often solved by moving materials to floor stock as either bulk issued or backflushed items.
With bulk issues, the inventory balance in the warehouse inventory is reduced by the quantity issued and the floor stock account is increased by the same amount. The floor stock inventory is considered out of the system and the system may immediately call for a new reorder. In contrast, with backflushing, the MRP system considers the floor stock as available inventory and the floor stock inventory is reduced when the product is shipped. The backflush quantity is based on the “quantity per” in the bill of material (BOM).
See backflushing.
flow – The movement of products and customers through a process with minimum time wasted in waiting, processing, and non-value-adding activities, such as rework or scrap.
In the lean philosophy, one of the main goals is to improve flow by reducing lotsizes, queues, and rework. Improving flow reduces cycle time, which increases visibility and exposes waste.
See lean, time-based competition.
flow rack – Warehouse shelving that is tilted with rollers so cases roll forward for picking.
With a flow rack, only one case needs to be on the pick face, which means that many items can be available in a small area. Flow racks allow for high item density, which decreases travel time and increases picks per hour.
flow time – See cycle time.
flowchart – A diagram showing the movement of information and objects over time; also called a flow chart and a process flowchart.
The term “flowchart” has historically been used primarily for information flow. Most process improvement leaders now use the term “process map” when creating a diagram to show the steps in a process. See the process map entry for much more detail.
See process map, seven tools of quality.
flowshop – An academic research term used to describe a process that involves a sequence of machines where jobs move directly from one machine to the next.
Dudek, Panwalkar, and Smith (1992) recognized that “there is no precise definition of a flowshop,” but they pointed out that “the following general assumptions are common in the literature. Jobs are to be processed in m stages sequentially. There is one machine at each stage. Machines are available continuously. A job is processed on one machine at a time without preemption and a machine processes no more than one job at a time.”
See facility layout, job shop, job shop scheduling.
FMCG – See Fast Moving Consumer Goods (FMCG).
FMEA – See Failure Mode and Effects Analysis (FMEA).
FMS – See Flexible Manufacturing System.
FOB – A common freight/shipping acronym meaning “free on board.”
When a buyer purchases something and pays for it with terms “FOB origin,” the responsibility of the seller stops when the goods are delivered to the transporting company in suitable shipping condition. It is then the buyer’s responsibility to pay for transportation. In addition, if something gets lost or is damaged during transport, it is settled between the buyer and the transportation company. FOB is an official Incoterm.
See Cash on Delivery (COD), Incoterms, terms, waybill.
focus group – A qualitative research technique that collects ideas from a small group of people.
Focus groups are often used as a marketing research tool to assess customer reactions to product ideas, but they can also be used for other purposes such as collecting employee opinions and gathering process improvement ideas. It is generally a good idea to have an experienced facilitator lead the focus group. Focus groups often use structured brainstorming methods such as the Nominal Group Technique (NGT).
See brainstorming, Nominal Group Technique (NGT).
focused factory – A process that is “aligned with its market” and therefore requires a limited range of operations objectives. ![]()
The concept of a focused factory was originally developed by Harvard Business School Professor Wickham Skinner (1974) in his seminal article entitled “The Focused Factory.” Skinner stated “The focused factory will out-produce, undersell, and quickly gain competitive edge over the complex factory.” Skinner’s article argues that a factory can excel at no more than one or two operations tasks, such as quality, delivery reliability, response time, low cost, customization, or short life cycle products.
“You can’t be everything to everyone” is an old phrase that suggests that people (and firms) cannot do everything well, at least not in one process. A focused factory is a means of implementing a strategic direction for an operation. A firm can have several “focused factories” in any one factory building or location.
Schroeder and Pesch (1994) define a focused factory as one with “a limited and consistent set of demands that originate from its products, processes, and customers, enabling the factory to effectively support the business strategy.” They state that “many manufacturing executives define focus simply as having a limited number of products ... but this definition is too narrow ... the key is to limit the demands placed on manufacturing by limiting the number of processes and customers as well as the number of products.” Schroeder (2008) notes that the types of focus could be based on products, processes, technologies, sales volume, customer interface (make to stock versus make to order), or product maturity.
A focused factory, therefore, is not necessarily a factory that produces only one product, but a factory that reduces the variability or range of process requirements so the factory can excel at its key operations tasks. Focused factories align their processes to their markets and to the operations tasks required for those markets. This approach has implications for many process design issues, such as workforce (skill levels, salaried versus direct, customer-facing skills, etc.), performance metrics, customer interface, planning and control systems, cost accounting systems, facility layout, and supplier relationships. For example, the table below compares an operationally excellent make to stock “focused factory” making high volumes of standard products to an engineer to order “focused factory” developing innovative new products in response to customer orders.
Make to stock focused (MTS) factory versus engineer to order (ETO) focused factory

When a factory focuses on just a few key manufacturing tasks, it will be smaller, simpler, and more successful than a factory attempting to be all things to all customers. A focused factory can often deliver superior customer satisfaction to a vertical market, which allows it to dominate that market segment.
Some factories are unfocused originally because designers fail to recognize the limits and constraints of technologies and systems. Other factories start out highly focused, but lose focus over time due to product proliferation. In a sense, losing focus is “scope creep” for a factory.
See cellular manufacturing, core competence, facility layout, functional silo, handoff, operations strategy, plant-within-a-plant, product proliferation, scope creep, standard products, throughput accounting.
fool proofing – See error proofing.
force field analysis – A brainstorming and diagramming technique useful for gaining a shared understanding of the “tug of war” between the forces (factors) that drive (motivate) change toward a goal and the forces that restrain (block) change and support the status quo; force field analysis is supported by the force field diagram.
Force field analysis was developed by Kurt Lewin (1943), who saw organizations as systems where some forces were trying to change the status quo and some forces were trying to maintain it. A factor can be individual people, groups, attitudes, assumptions, traditions, culture, values, needs, desires, resources, regulations, etc. Force field analysis can be used by individuals, teams, and organizations to identify the relevant forces and focus attention on ways of reducing the hindering forces and encouraging the helping forces. The tool helps build a shared understanding of the relevant issues and then helps build an action plan to address the issues.
Force field example

The figure on the right is an example of a force field “tug of war” on the issue of keeping new product development inside a firm. The equilibrium line separates the driving and restraining forces. (Note that the equilibrium line can be either vertical or horizontal.) The lengths of the arrows represent the strength of the forces. After the diagram is drawn, the team should focus on finding ways to strengthen or add driving forces and reduce or remove restraining forces.
See Analytic Hierarchy Process (AHP), brainstorming, decision tree, Kepner-Tregoe Model, Lewin/Schein Theory of Change, Pugh Matrix, stakeholder analysis.
force field diagram – See force field analysis.
force majeure – Events (or forces) beyond the control of the parties of a contract that prevent them from complying with the provisions of the contract; from French meaning superior force.
Typical forces that might be included in such a contract include governmental actions, restraints by court, wars or national emergencies, acts of sabotage, acts of terrorism, protests, riots, civil commotions, fire, arson, explosions, epidemics, lockouts, strikes or other labor stoppages, earthquakes, hurricanes, floods, lightning, embargos, blockades, archeological site discoveries, electrical outages, and interruptions of supply. The term “force majeure” is often used as the title of a standard clause in contracts exempting the parties for non-fulfillment of their obligations as a result of conditions beyond their control. In some cases, an industry shortage is considered a justifiable reason for a supplier to declare a force majeure and put customers on allocation.
Here is an example of a force majeure paragraph from naturalproductsinsider.com/ibg/terms.asp (November 27, 2005): “Neither party shall be deemed in default of this Agreement to the extent that performance of their obligations or attempts to cure any breach are delayed or prevented by reason of any act of God, fire, natural disaster, accident, act of government, shortages of materials or supplies, or any other causes beyond the control of such party, provided that such party gives the other written notice thereof properly and, in any event, within fifteen days of discovery thereof and uses its best efforts to cure the delay (force majeure). In the event of such force majeure, the time of performance or cure shall be extended for a period equal to the duration of the Force.”
See leadtime syndrome.
forecast accuracy – See forecast error metrics.
forecast bias – The average forecast error over time, defined mathematically as  , where Et is the forecast error in period t and T is the number of observations available.
, where Et is the forecast error in period t and T is the number of observations available.
The ideal forecasting system has a zero forecast bias, which means that it has an average forecast error of zero. When the forecast bias is zero, the positive and negative forecast errors “balance each other out.” Bias is not the same as forecast accuracy. It is possible that a forecasting system with low accuracy (high mean absolute error) has zero forecast bias, and conversely, a forecasting system with a high accuracy (low mean absolute error) has high forecast bias. Forecast bias is a measure of the average performance of the forecasting system, whereas forecast accuracy is a measure of the reliability of the forecast.
Good forecasting systems have built-in exception reporting systems that trigger a “tracking signal” report when the forecast bias is large. See the tracking signal entry.
In practice, forecast bias can be tracked with three approaches: the moving average, the running sum of the errors, or the exponentially smoothed average error. The moving average approach defines the forecast bias as the average over the last T periods. The running sum of the errors approach uses the simple equation Rt = Rt-1 + Et, where Rt is the running sum of the forecast error at the end of period t. With this approach, a small consistent bias will become large over many periods. The exponentially smoothed average uses the equation SEt = SEt-1 + αEt, where SEt is the smoothed average error at the end of period t and α is the smoothing constant (0 < α < 1). This is probably the best approach because it puts more weight on the most recent data.
See alignment, bias, demand filter, forecast error metrics, Mean Absolute Deviation (MAD), Mean Absolute Percent Error (MAPE), mean squared error (MSE), tracking signal.
forecast consumption – A method for reducing forecasted demand as the actual demand is realized.
See forecasting, Materials Requirements Planning (MRP).
forecast error metrics – Mathematical measures used to evaluate forecast bias and accuracy. ![]()
Forecast error is defined as the actual demand minus the forecast in a period. Using standard mathematical notation, Et = Dt − Ft, where Et is the forecast error in period t, Dt is the demand in period t, and Ft is the forecast made for period t. Given that the demand is rarely known, most organizations use actual sales as an estimate of demand. The following table is a summary of many forecast error metrics collected by this author. The symbol (![]() ) indicates metrics recommended by the author.
) indicates metrics recommended by the author.
Forecast bias metrics for a single item
• Average error, ![]()
![]()
• Smoothed error, SEt
• Mean Percent Error, MPE
• Mean Error Scaled by the Mean Demand,
• Running Sum of the Forecast Errors, RSEt
• Tracking Signal, TS1t, TS2t ![]()
Forecast accuracy metrics for a single item
• Mean Absolute Deviation (Mean Absolute Error), MAD
• Smoothed Mean Absolute Deviation, SMADt
• Mean Absolute Deviation as percent of average demand, MADP
• Mean Absolute Percent Error (Winsorized 1), MAPE
• Smoothed Mean Absolute Percent Error, SMAPEt
• Relative Absolute Error – Random Walk, RAErw
• Relative Absolute Error – Exponential Smoothing, RAEes
• Mean Absolute Scaled Error, MASE ![]()
• Thiel’s U, U1, U2, U3
• Mean Squared Error, MSE
• Smoothed Mean Squared Error, SMSEt
• Root Mean Squared Error, RMSE
• Forecast Attainment, FA
• Demand Filter, DFt ![]()
Forecast bias metrics for a group of items
• Count or percentage of items with positive forecast error, PPFE
• Weighted Average Forecast Error, WAFE
• Forecast Attainment, FA ![]()
Forecast accuracy metrics for a group of items
• Weighted Mean Absolute Percent Error (Winsorized at 1), WMAPE
• Weighted Mean Absolute Scaled Error, WMASE ![]()
• Median MAPE, MdMAPE
• Geometric Mean of the MAPE, GMMAPE
• Weighted Relative Absolute Error, WRAE
• Median RAE, MdRAE
• Geometric Mean RAE, GMRAE
• Forecast Attainment, FA
• Weighted Absolute Percent Error, WAPE
• Percent Better, PB
Other forecast error metrics
• Sample variance, standard deviation, ![]() ,
, ![]()
• Sample correlation, coefficient of determination, r, r2
• Regression, a, b, r2
• Sample autocorrelation at lag k, ![]()
See bias, Box-Jenkins forecasting, correlation, demand filter, exponential smoothing, forecast bias, forecast horizon, forecast interval, forecasting, geometric mean, linear regression, Mean Absolute Deviation (MAD), Mean Absolute Percent Error (MAPE), Mean Absolute Scaled Error (MASE), mean squared error (MSE), Median, Median Absolute Percent Error (MdAPE), operations performance metrics, Relative Absolute Error (RAE), standard deviation, Thiel’s U, tracking signal, weighted average, Winsorizing.
forecast horizon – The number of time periods into the future that are forecasted.
For example, if a firm regularly makes forecasts that cover the next six months, it has a six-month forecast horizon. If a firm has a six-month manufacturing leadtime, it should clearly forecast at least six months into the future. Forecast error increases rapidly with the forecast horizon. It is often more practical and more economical to spend money to reduce the manufacturing leadtime (and the corresponding forecast horizon) than it is to find a better forecasting method to improve the forecast error for a given forecast horizon.
See all-time demand, forecast error metrics, forecast interval, forecasting, forward visibility.
forecast interval – The highest and lowest reasonable values for a forecast.
This is usually set as the forecast (which is usually an expected value) plus or minus z standard deviations of the forecast error. A reasonable value is z = 3. A forecast interval is very similar to a confidence interval, but it is not exactly the same. It is important to understand that the forecast interval is strongly influenced by the forecast horizon, where the forecast interval increases with the forecast horizon.
See forecast error metrics, forecast horizon, forecasting, forward visibility, geometric mean.
forecasting – Predicting the future values of a variable. ![]()
Almost all organizations need to forecast sales or demand on a regular basis. Organizations also need to forecast the cost of materials, the availability of labor, the performance of a technology, etc. The two main types of forecasting methods are quantitative and qualitative methods. Quantitative methods can be further broken into time series methods and causal methods.
Time series methods (also called intrinsic forecasting methods) seek to find historical patterns in the data and then extrapolate those into the future. The simplest time series models are an average, moving average, and weighted moving average. Exponential smoothing forecasting models create forecasts with a weighted moving average, where the weights decline geometrically with the time lag. The Winters’ and Holt-Winters’ models for exponential smoothing (Winters 1960) add trend and seasonality. The Box-Jenkins method is a much more sophisticated model for time series forecasting (Box, Jenkins, & Reinsel 1994).
Causal methods (also called extrinsic or econometric forecasting methods) are nearly always multiple regression methods, where the model predicts one variable (the dependent variable) from one or more other independent lagged variables. See the linear regression and econometric forecasting entries.
Qualitative methods are subjective methods used to collect estimates from people. See the Delphi and technological forecasting entries for more information on qualitative models.
All time series can be decomposed into a seasonal pattern (tied to the calendar or a clock), a trend, cyclical (irregular patterns), and what is left over (random noise). See the seasonality, trend, and time series entries.
Forecast error is defined as the actual value minus the forecasted value. Most forecasting models assume that the random error is normally distributed. See the forecast error metrics entry for more detail.
Demand forecasts are better when:
• Expressed as a point estimate (a single number) and a forecast interval rather than just a point estimate.
• Aggregated across product families, regions, and periods.
• Made for a short horizon.
• Based on many periods of historical data.
• Supplemented by human intelligence.
• Clearly differentiated from a plan.
• Carefully aligned with reward systems.
• Created collaboratively by the supply chain.
• Used by everyone without modification.
Fundamental forecasting principles:
• Forecasting is difficult (especially if it is about the future).
• The only thing we know for sure about a forecast is that it is wrong.
• Separate forecasting and planning – forecast ≠ plan.
• It is easier to fit a model to historical data than it is to create accurate forecasts.
• Use lean to reduce cycle times and forecast horizons.
• Use information systems to replace inventory and improve service.
• Share demand information to reduce forecast error and coordinate the supply chain.
• Use leading indicators to reduce forecast error.
• Use demand management to balance supply and demand.
• Use yield management to maximize revenue.
• Use demand filters and tracking signals to control forecasts.
• Use the Bass Model for product life cycle forecasting, particularly at the beginning of the product life cycle.
• Use the geometric time series model for end-of-life forecasting.
Two misunderstandings of forecasting are common. Each of these is discussed below.
Confusing forecasting and planning – Many firms use the term “forecast” for their production plan. As a result, they lose important stockout (opportunity cost) information and create confusion and muddled thinking throughout their organizations. In a typical business context, the firm needs a forecast of the demand for its products without consideration of the firm’s capacity or supply. In response to this “unfettered” (unconstrained) demand forecast, the firm should make its production and inventory plans. In some periods, the firm might plan to have inventory greater than demand; in other periods, the firm might plan to have inventory short of demand.
Confusing sales and demand history – Many people use the terms “sales” and “demand” interchangeably. However, they are not the same. Technically, demand is sales plus lost sales. Most firms keep a sales history, which they sometimes call the “demand history.” (SAP uses the term “consumption” history.) This is a “censored” time series because sales will be less than demand when sales are lost due to lack of inventory. This distinction is important when using historical sales (not demand) to forecast future demand. Some retailers try to use information on the “in-stock position” to inflate the sales history to estimate the demand history.
The website www.forecastingprinciples.com provides a dictionary, bibliography, and other useful information on forecasting. The Principles of Forecasting is a free Web-based book by J. Scott Armstrong that can be found at www.forecastingprinciples.com/content/view/127/10 (April 18, 2011).
See all-time demand, anchoring, Bass Model, Box-Jenkins forecasting, censored data, coefficient of variation, Collaborative Planning Forecasting and Replenishment (CPFR), Croston’s Method, Delphi forecasting, demand, demand filter, demand management, econometric forecasting, elasticity, exponential smoothing, forecast consumption, forecast error metrics, forecast horizon, forecast interval, forward visibility, inventory management, leading indicator, linear regression, lumpy demand, Mean Absolute Deviation (MAD), Mean Absolute Percent Error (MAPE), moving average, Sales & Operations Planning (S&OP), seasonality, supply chain management, technological forecasting, Theta Model, time bucket, time series forecasting, tracking signal, trend.
forecasting lifetime demand – See all-time demand.
forging – A manufacturing process that shapes metal by heating and hammering.
Forging usually involves heating metal (below the melting point) and then using hammering or pressure to shape the metal. Forged parts usually require additional machining. Forging can be cold, warm, or hot.
for-hire carrier – A common carrier or contract carrier trucking firm that transports goods for monetary compensation.
See carrier, common carrier, logistics.
forklift truck – A vehicle used in warehouses, factories, and distribution centers to lift, move, stack, and rack loads (usually on pallets); also called a lift truck, fork lift, and hi-low.
A forklift may have a special attachment on the front for handling certain specialized products.
See cross-docking, logistics, materials handling, pallet, warehouse.
forming-storming-norming-performing model – A model that explains the progression of team development.
This model of group development was first proposed by Tuckman (1965), who maintained that all four phases are necessary for a team to be successful. Tuckman and Jensen (1977) added “adjourning” in 1970, which some call “mourning.”
• Forming – In this first stage, the team has high dependence on the leader for guidance. The team has little agreement on goals other than what the leader has defined. Individual roles and responsibilities are unclear. Processes are often ignored and team members often test the boundaries of the leader. The leader directs.
• Storming – Team members contend to establish their position relative to those of other team members and the leader and decision making is difficult. Informal alliances form and power struggles are common. The team needs to be focused on goals and compromises may be required to enable progress. The leader coaches.
• Norming – The team begins to develop consensus and clarify roles and responsibilities. Smaller decisions may be delegated to individuals or smaller teams. The team may engage in fun and social activities. The team begins to develop processes. The leader facilitates and enables.
• Performing – The team has a shared understanding of its vision and is less reliant on the leader. Disagreements are resolved positively and process changes are made easily. Team members might ask for assistance from the leader with personal and interpersonal development. The leader delegates and oversees.
• Adjourning (Mourning) – The team’s work is complete when the task is successfully completed and the team members can feel good about their work. The leader should conduct a post-project review to ensure that individuals learn and that organizational learning is captured and shared.

See brainstorming, mission statement, post-project review, project management.
formulation – A list of the quantities of each ingredient needed to make a product, typically used for chemicals, liquids, and other products that require mixing; also called a recipe.
forward buy – The practice of purchasing materials and components in excess of the short-term anticipated demand; the use of forward buys is called forward buying.
Forward buying is often motivated by trade promotions (temporary price reductions) or anticipation of a potential price increase. Although forward buying might reduce the acquisition cost for the customer, it can increase inventory carrying cost for the customer and increase the variability of the demand for the supplier. Everyday low pricing (EDLP) is a way to encourage customers to reduce forward buying and stabilize demand.
See acquisition, bullwhip effect, Everyday Low Pricing (EDLP), futures contract, loss leader, promotion, purchasing.
forward integration – See vertical integration.
forward loading – See forward scheduling.
forward pass – See forward scheduling.
forward pick area – A space within a warehouse used for storing and picking higher-demand items; this space is resupplied from a larger reserve storage area; sometimes called a golden zone.
This area usually has fixed storage locations so that pickers can remember where the items are located. Using a forward pick area can reduce unproductive travel time by order pickers but must be replenished from a bulk storage (reserve storage) area somewhere else in the warehouse. A forward pick area usually has small quantities of high-volume parts stored in carton flow racks positioned near a conveyor, shipping area, or the loading dock. Forward pick areas are common in distribution centers in North America, especially those supporting retail sales. Bartholdi (2011) provided more information in his free on-line book and Bartholdi and Hackman (2008) developed a mathematical model for optimizing the space allocated to a forward pick area.
See picking, reserve storage area, slotting, warehouse, Warehouse Management System (WMS).
forward scheduling – A finite scheduling method that begins with the start date (which could be the current time) and plans forward in time, never violating the capacity constraints; also called forward loading or forward pass.
The start date and task times are the primary inputs to a forward scheduling algorithm. The planned completion date is an output of the process. Forward scheduling is quite different from back scheduling, which starts with the due date (planned completion date) and plan backward to determine the planned start date. The critical path method uses forward scheduling to determine the early start and early finish for each activity in the project network. See the finite scheduling entry for more detail.
See back scheduling, Critical Path Method (CPM), finite scheduling.
forward visibility – Giving information on future demand and production plans to internal and external suppliers.
Customers can give their suppliers forward visibility by sharing their forecasts and production plans. This allows suppliers to plan their production to better meet their customers’ requirements.
See Electronic Data Interchange (EDI), forecast horizon, forecast interval, forecasting, Materials Requirements Planning (MRP).
foundry – A facility that pours hot metal into molds to create metal castings.
A casting is any product formed by a mold (British, mould), which is a hollow cavity with the desired shape. The casting can be either ejected or broken out of the mold. Castings do not always require heat or a foundry. For example, plaster may be cast. Sand casting uses sand as the mold material.
A foundry creates castings by heating metal in a furnace until it is in liquid form, pouring the metal into a mold, allowing the metal to cool and solidify, and finally removing the casting from the mold. Castings often require additional operations before they become products sold to customers. Castings are commonly made from aluminum, iron, and brass. Castings are used in many products, such as engines, automobiles, and machine tools.
See manufacturing processes, mold.
Fourth Party Logistics (4PL) provider – See Third Party Logistics (3PL) provider.
fractile – A selection portion of a probability distribution.
For example, the lower quartile is the lower 25% of the cumulative probability distribution and the top decile is the top 10% of the cumulative probability distribution.
See interquartile range, newsvendor problem.
Free-on-Board (FOB) – See FOB.
freight bill – Invoice for the transportation charges of goods shipped or received. See logistics
freight forwarder – An independent business that handles export shipments for compensation.
See logistics.
front office – See back office.
frozen schedule – See time fence.
FTE – See Full Time Equivalent.
fuel surcharge – An extra charge added to the cost of a shipment to cover the variable cost of fuel.
fulfillment – The process of shipping products to customers in response to customer orders; also called fulfillment operations.
The fulfillment process almost always involves order entry, picking items from a warehouse or distribution center, packaging, and shipping. In addition, fulfillment may also involve:
• Supplier-facing activities – Placing replenishment orders, managing in-bound logistics, providing information on current inventory status to suppliers, and expediting.
• Other customer-facing activities – Tracking orders, sending automated e-mails to customers to let them know their packages are in transit, satisfying customer requests for information, handling returns, and providing help desk support for products.
• Financial activities – Processing credit card transactions, invoicing customers, and paying suppliers.
The term “fulfillment” is most often associated with e-commerce and other operations that ship many small orders to end customers rather than operations that process shipments to other manufacturers, wholesalers, or resellers. Examples of fulfillment operations include fulfillment operations for mail-order catalogs, Internet stores, and service parts. A fulfillment house is a third party that performs outsourced storage, order picking, packaging, shipment, and other similar services for others.
See customer service, help desk, order entry, replenishment order, Third Party Logistics (3PL) provider, warehouse, Warehouse Management System (WMS).
Full Time Equivalent (FTE) – A labor staffing term used to equate the salary or work hours for a number of parttime people to the number of “equivalent” full-time people.
For example, three people working half-time is equal to 1.5 FTEs.
full truck load – See less than truck load (LTL).
functional build – A design and manufacturing methodology that de-emphasizes individual part quality and focuses on system quality.
Conventional design and manufacturing processes sequentially check each part being produced against design specifications utilizing Cp and Cpk metrics. This requires that all critical dimensions of a part be within specification limits. An example is an auto manufacturer checking 1,400 points on a door die. If any of these are out of tolerance, they would be reworked to achieve proper specifications. With a functional build, if the part is close to passing, it is used in the assembly and the overall assembly is held to tighter tolerances. In contrast, the functional build process checks fewer points and fixes only the ones necessary to bring the door assembly (system) into tolerance. The result is a higher quality assembly, which is what the customer really cares about, at a substantially lower cost.
A study conducted by CAR found that Japanese automobile manufacturers had the lowest quality doors as measured by Cpk for individual parts, but had high customer scores for the door assembly, while American manufacturers had higher door component Cpk values, but lower customer scores (adapted from “The Quest for Imperfection,” Charles Murray, Design News, October 10, 2005, www.designnews.com).
See process capability and performance, Taguchi methods.
functional silo – A functional group or department in an organization, such as marketing, operations, accounting, and finance, that is overly focused on its own organization and point of view, which results in inefficient and ineffective processes.

A silo is a tall cylindrical tower used for storing grain, animal feed, or other material. The photo on the right shows a series of six silos on an American farm. The metaphor here is that organizations often have “silos” where people in functional groups are overly focused on their own functions, do not coordinate with other functions, do not share information with other functions, and do not have constructive interactions with other functions. The functional departments are usually pictured as vertical lines, whereas processes serving each market segment are drawn as horizontal lines that cross multiple silos. The result of the functional silo problem is inefficient processes, poor customer service, and lack of innovation.
For example, a customer order begins with a salesperson who hands it off to order entry, but neglects to include some information. The order entry person enters the sales order data into the information system, but accidentally enters the promise date incorrectly. The manufacturing organization makes the product to the customer’s requirements, but misses one important unusual customer need. The shipping people accidently ship the product to the billing address rather than to the point of need. It is easy for information to get lost in this process because each “silo” (department) has different goals and information systems. It is hard for any one process to “own” this customer order because the process is too far from the voice of the customer.
The lean answer to this issue is to create organizations around value streams that are aligned with market segments. A focus on value streams instead of silos reduces waste, cycle time, cost, and defects. In the operations strategy literature, this is called a focused factory.
See Deming’s 14 points, focused factory, lean thinking, mass customization, order entry, value stream.
future reality tree – A theory of constraints term for a type of causal map used to show the relationships needed to create the future state desirable effects.
See causal map, current reality tree, Theory of Constraints (TOC).
futures contract – An agreement to purchase or sell a commodity for delivery in the future with (1) a price determined at initiation of the contract, (2) terms that obligate each party to fulfill the contract at the specified price, (2) the purpose of assuming or shifting price risk, and may be satisfied by delivery or offset; also called futures.
A futures contract is a standardized, transferable, exchange-traded contract that requires delivery of a commodity, bond, currency, or stock index, at a specified price, on a specified future date. Unlike options, futures convey an obligation to buy. The risk to the holder is unlimited, and because the payoff pattern is symmetrical, the risk to the seller is unlimited. Money lost and gained by each party on a futures contract is equal and opposite. In other words, futures trading is a zero sum game. Futures contracts are forward contracts, meaning they represent pledges to make certain transactions at future dates. The exchange of assets occurs on the date specified in the contract. Futures are distinguished from generic forward contracts in that they contain standardized terms, trade on formal exchanges, are regulated by overseeing agencies, and are guaranteed by clearinghouses. To insure that payment will occur, futures also have a margin requirement that must be settled daily. Finally, by making an offsetting trade, taking delivery of goods, or arranging for an exchange of goods, futures contracts can be closed. Hedgers often trade futures for the purpose of keeping price risk in check.
See commodity, forward buy, purchasing, zero sum game.
fuzzy front end – The process for determining customer needs or market opportunities, generating ideas for new products, conducting necessary research on the needs, developing product concepts, and evaluating product concepts up to the point that a decision is made to proceed with development.
This process is called the fuzzy front end because it is the most unstructured part of product development. Preceding the more formal product development process, it generally consists of three tasks: strategic planning, concept generation, and pre-technical evaluation. These activities are often chaotic, unpredictable, and unstructured. In comparison, the subsequent new product development process is typically structured, predictable, and formal, with prescribed sets of activities, questions to be answered, and decisions.
Adapted from www.pdma.org (April 18, 2011).
See New Product Development (NPD).
G
Gage R&R – See Gauge R&R.
gainsharing – An incentive program that provides financial benefits to employees based on improvements in quality or productivity; also called pay for performance.
See Balanced Scorecard, human resources, job design, pay for skill, piece work.
game theory – A branch of mathematics that models the strategic interactions among competitors to determine the optimal course of action.
Business can be viewed as a “game” between the competitors in a market. A decision (move) by one player motivates a move by another player. Historically, game theory can be traced back to the Talmud and Sun Tzu’s writings. John von Neumann and Oskar Morgenstern are credited with the mathematical development of modern-day game theory in their book Theory of Games and Economic Behavior (Neumann & Morgenstern 1944). In the early 1950s, John Nash generalized these results and created the basis for the modern field of mathematical game theory19. The most widely known example of game theory is the prisoners’ dilemma.
19 John Nash was awarded the Nobel Prize in Economics in 1994 and was the subject of the film A Beautiful Mind in 2001.
A major issue with game theory is the trade-off between realism and simplicity. The most common assumptions in game theory are (1) rationality (i.e., people take actions likely to make them happier, and they know what makes them happy) and (2) common knowledge (i.e., everyone else is trying to make themselves happy, potentially at our expense).
See co-opetition (co-competition), prisoners’ dilemma, zero sum game.
gamma distribution – A continuous probability distribution often used to model task times and other variables that have a left tail bounded by zero.
The gamma distribution has shape parameter α and scale parameter β. Important special cases of the gamma distribution include the exponential, k-Erlang, and chi-square distributions. The k-Erlang is a special case of the gamma with an integer shape parameter.
Gamma density and distribution functions: The gamma density function is f(x) = β-α xα-1 e-x/β/Γ(α) for x > 0; f(x) = 0 otherwise, where ![]() dt is the gamma function. The gamma function does not have a closed form when α is not an integer, which means that the gamma density and distribution functions must be approximated numerically. The gamma function entry presents the VBA code for the gamma function.
dt is the gamma function. The gamma function does not have a closed form when α is not an integer, which means that the gamma density and distribution functions must be approximated numerically. The gamma function entry presents the VBA code for the gamma function.
Graph: The graph below shows a gamma density function with a range of α parameters and scale parameter β = 1. Note that if X is a gamma distributed random variable with shape α and scale 1, then βX is a gamma distributed random variable with shape α and scale β.
Statistics: Mean μ = αβ, variance σ2 = αβ2, mode β(α - 1) if α ![]() 1 and 0 otherwise, skewness
1 and 0 otherwise, skewness ![]() , and coefficient of variation
, and coefficient of variation ![]() .
.

Parameter estimation: Many authors, such as Fisher and Raman (2010), use the method of moments to estimate ![]() and
and ![]() , where
, where ![]() and s are the sample mean and standard deviation. Law (2007) presented a maximum likelihood estimation procedure that requires numerical methods. Minka (2002, p. 2) claimed that the approach in Law “can be quite slow, requiring around 250 iterations if α = 10” and presented an MLE approach that converges in about four iterations. All MLE approaches are based on the fact that the MLE estimate for beta is
and s are the sample mean and standard deviation. Law (2007) presented a maximum likelihood estimation procedure that requires numerical methods. Minka (2002, p. 2) claimed that the approach in Law “can be quite slow, requiring around 250 iterations if α = 10” and presented an MLE approach that converges in about four iterations. All MLE approaches are based on the fact that the MLE estimate for beta is ![]() .
.
Excel: In Excel, the natural log of the gamma function is GAMMALN(α), which means that the gamma function is EXP(GAMMALN(α)). The gamma density and distribution functions are GAMMADIST(x, α, β, FALSE) and GAMMADIST(x, α, β, TRUE). The inverse distribution function is GAMMAINV(p, α, β). In Excel 2010, the gamma distribution function is renamed GAMMA.DIST(x, α, β, TRUE), and the gamma inverse function is renamed GAMMA.INV(p, α, β).
Excel errors: The GAMMADIST and GAMMAINV functions in Excel 2003 and Excel 2007 will return #NUM for some combinations of input parameters. Knüsel (2005) stateed that the GAMMADIST function “can have numerical problems just in the most important central part of the distribution.” Evidently, these problems have been fixed in Excel 2010.
Excel simulation: An Excel simulation can generate gamma distributed random variates with the inverse transform method using x = GAMMAINV(1-RAND(), α, β).
Partial expectation function: H(x) = μFGamma(x|α+1,β).
Related distributions: If X ~ Gamma(1, β), then X ~ Exponential(β), where β is the mean. If X ~ Gamma(k,β), then X ~ Erlang(k, β), where k is an integer. If X ~ Gamma(k / 2, 2), then X ~ Chi-square with k degrees of freedom. See Law (2007) for more details. The gamma, Weibull, and lognormal distributions are special cases of the generalized gamma distribution (Wikipedia 2010). The gamma converges to the normal distribution as the shape parameter (α) approaches infinity.
See beta distribution, chi-square distribution, Erlang distribution, exponential distribution, gamma function, inverse transform method, negative binomial distribution, partial expectation, probability density function, probability distribution.
gamma function – A mathematical extension of the factorial function to real and complex numbers.
The gamma function is ![]() for α > 0. When α is a non-negative integer, α! = Γ(α + 1). Note that
for α > 0. When α is a non-negative integer, α! = Γ(α + 1). Note that ![]() . In Excel, the gamma function can be computed as exp(GAMMALN(x)).
. In Excel, the gamma function can be computed as exp(GAMMALN(x)).
The gamma function is used in several probability distributions, including the beta, F, gamma, chi-square, and Weibull, and is also useful for evaluating ratios of factorials. The factorial of a positive integer n is defined as n! = n·(n - 1)·(n - 2) ... 1, where 0! ≡ 1. The gamma function generalizes this to all non-negative real numbers where α! = Γ(α + 1).
The gamma function provides a practical tool for evaluating ratios of factorials, such as n!/m!, that are common in probability, statistics, and queuing theory. When n or m is large, the factorial results in integer overflow problems. (The largest factorial that Excel can handle is 170!) Given that n!/m! = Γ(n + 1)/Γ(m + 1), we know that ln(n!/m!) = ln(Γ(n + 1)/Γ(m + 1)) = ln(Γ(n + 1)) − ln(Γ(m + 1)). Defining GLN(x) = ln(Γ(x)), then ln(n!/m!) = GLN(n + 1) − GLN(m + 1) and n!/m! = exp(GLN(n + 1) − GLN (m + 1)). This procedure can be done in double precision and eliminates the risk of integer overflow problems. However, this procedure can have rounding problems. This method is comparable to cancelling out common terms in the ratio n!/m! before doing the division. In Excel, the function for the natural log of the gamma function is GAMMALN(x).
The following table illustrates this point in Excel. From basic algebra, we know that y = (n + 1)!/n! is equal to n + 1. The table shows that for n = 2, 4, and 169, the factorial and gamma function approaches both provide the correct values. However, for n > 170, the factorial method has integer overflow problems. In contrast, the gamma function provides the correct answer within the limits of computer precision.
Table comparing the factorial approach to the gamma approach

Source: Professor Arthur V. Hill
The gamma function has no closed form, but accurate and efficient approximate numerical methods are available. The following VBA code was written by this author based on the algorithm in Press et al. (2002). This was tested in Excel and found to be identical to the Excel function GAMMALN() in every case tested.
20 For n = 170, the Excel value was y ≈ 171.0000000000540; for n = 3000, y ≈ 3001.000000006510.
According to Wikipedia, Stirling’s approximation is said to be good for large factorials. However, this author’s implementation found that it had overflow problems for n > 170. The Wikipedia entry suggests Nemes approximation as an alternative, where ln ![]() . The author has tested this approximation and found it to be very precise for all values of z. Interestingly, the average of the gamma function approach and Nemes approach was consistently better than either approach in these tests.
. The author has tested this approximation and found it to be very precise for all values of z. Interestingly, the average of the gamma function approach and Nemes approach was consistently better than either approach in these tests.
See algorithm, beta distribution, beta function, chi-square distribution, combinations, error function, factorial, gamma distribution, hypergeometric distribution, Student’s t distribution.
Gantt Chart – A graphical project planning tool that uses horizontal bars to show the start and end dates for each task. ![]()
The simple Gantt Chart example on the right shows the start and end dates for five tasks. Although a Gantt Chart is a useful tool for communicating a project schedule (plan), it does not usually show precedence relationships between tasks and therefore is not a good project planning tool for large projects.

Microsoft Project, the most popular project planning software on the market today, uses Gantt Charts to communicate project schedules. Unlike most Gantt Charts, this software can use arrows to show precedence relationships between tasks.
See bar chart, Critical Path Method (CPM), project management, waterfall scheduling.
gap model – See service quality.
gate – See project management, stage-gate process.
gateway workcenter – The location in a facility where a manufacturing order has its first operation.
GATT – See General Agreement on Tariffs and Trade (GATT).
gauge – An instrument used for measurement or testing; also spelled gage.
The word “gauge” is often spelled “gage,” but according to the New Merriam-Webster Pocket Dictionary (G. & C. Merriam Co. 1971), “gauge” is the proper spelling.
An old management proverb says, “You cannot manage what you cannot measure.” This is particularly true for managing process improvement. It is impossible to reduce variation in a process (and the products that are produced by that process) without a reliable measurement system.
Many people assume that the term “gauge” is confined to mean a micrometer, but in the context of Gauge R&R, the term “gauge” can mean any measurement device. In fact, “Gauge R&R” can be used for any measurement tool and can even be used for surveys and other non-factory measurement tools. The following list of common measurement and test equipment includes a broad range of measuring devices:
• Hand tools (calipers, micrometers, linear scales)
• Gauges (pins, thread, custom gauges)
• Optical tools (comparators, profiles, microscopes)
• Coordinate measuring machines
• Electronic measuring equipment (digital displays, output)
• Weights, balances and scales
• Hardness testing equipment
• Surface plate methods and equipment
• Surface analyzers (optical flats, roughness testers)
• Force measurement tools (torque wrenches, tensiometers)
• Angle measurement tools (protractors, sine bars, angle blocks)
• Color measurement tools (spectrophotometer, color guides, light boxes)
• Gauge maintenance, handling, and storage
See Gauge R&R, manufacturing processes, Measurement System Analysis (MSA), metrology.
Gauge R&R – A statistical tool that measures the variation in measurements that arises from (a) measurement device variability (repeatability) and (b) operator variability (reproducibility); also called Gage R&R.
The measurement system is a key part of understanding and improving process capability and Gauge R&R is a key part of the measurement system. In many lean sigma and lean manufacturing applications, Measurement System Analysis (MSA) is conducted in the Measure step of the DMAIC process. MSA is also a key part of the Control step (the “C”) in DMAIC.
Gauge R&R measures two different types of variation in the measurement process:
• Repeatability – The ability of a device (gauge) to produce consistent results. It is a measure of the “within” variability between repeated measurements for one device, with one operator, on one part.
• Reproducibility – The ability of the appraiser (operator) to produce consistent results. It is the variation between different operators who measure the same part with the same device.
In addition, most Gauge R&R studies also measure the interaction between the gauge and the operator. For example, out of several inspectors, one might have a tendency to read one gauge differently than others.
The two most common methods used for Gauge R&R are the (1) Average and Range method and (2) Analysis of Variance (ANOVA). The Average and Range method, like many classical SPC methods, is based on ranges, which are easy to calculate manually. ANOVA is more accurate, but the Range and Average method is simpler and therefore has been more widely used. With the increased availability of statistical software tools for ANOVA, it is likely that ANOVA-based Gauge R&R will become the method of choice in the future.
Although the most obvious application of Gauge R&R is for tools, it can be applied to any type of measurements. For example, it can be applied to customer satisfaction and employee engagement surveys.
Some of the material above was adapted from e-mail correspondence with Gary Etheridge, Staff Engineer at Seagate, and from the website for the Automotive Industry Action Group (www.aiag.org). DeMast and Trip (2005) is a good reference on Gauge R&R.
See Analysis of Variance (ANOVA), Design of Experiments (DOE), DMAIC, gauge, lean sigma, Measurement System Analysis (MSA), metrology, tooling.
gemba – A Japanese term for the actual place where “real” work takes place; sometimes spelled genba.
The Japanese word “gemba” is frequently used for the shop floor or any place where value-adding work actually occurs. The main idea communicated by the term is that improvement really only takes place with (1) engagement of the people who work the process and (2) direct observation of the actual current conditions. For example, standardized work cannot be documented in the manager’s office, but must be defined and revised in the “gemba.” According to one source21, the more literal translation is the “actual spot” and was originally adapted from law enforcement’s “scene of the crime.”
21 http://elsmar.com/Forums/showthread.php?t=30789, June 14, 2010.
The Japanese characters are ![]() (from www.fredharriman.com/resources/documents/FHcom_Kaizen_Terminology_03.pdf (January 27, 2009).
(from www.fredharriman.com/resources/documents/FHcom_Kaizen_Terminology_03.pdf (January 27, 2009).
See 3Gs, checksheet, kaizen workshop, lean thinking, management by walking around, waste walk.
gemba walk – See waste walk.
General Agreement on Tariffs and Trade (GATT) – A set of rules created by the United Nations to promote freer trade by limiting or eliminating tariffs and import quotas between signatory countries.
GATT is now supervised by the World Trade Organization (WTO), which expanded its scope from only traded goods to include services and intellectual property rights.
See antitrust laws, purchasing, tariff.
genetic algorithm – A heuristic search procedure that finds solutions to optimization problems by generating an initial solution and then permuting solutions until a stopping condition is found.
See heuristic, operations research (OR), optimization.
geometric decay – See all-time demand, geometric progression.
geometric mean – A measure of the central tendency appropriate for the product of two or more values.
The arithmetic mean (i.e., the average) is relevant for quantities that are added together and answers the question, “If all quantities had the same value, what value is needed to achieve the same total?” In contrast, the geometric mean is relevant for quantities that are multiplied together and answers the question, “If all quantities had the same value, what value is needed to achieve the same product?”
Example 1 – The area of a rectangle can be found by multiplying the length (L) and the width (W). In other words, A = LW. When L = 10 feet and H = 6 feet, the area is A = 60 square feet. What are the dimensions of a square with L = W that has the same area? The answer is the geometric mean which is equal to ![]() feet. The arithmetic mean for this problem is (10+6)/2 = 8 feet and the geometric mean is less than the arithmetic mean (i.e., 7.746 < 8 feet).
feet. The arithmetic mean for this problem is (10+6)/2 = 8 feet and the geometric mean is less than the arithmetic mean (i.e., 7.746 < 8 feet).
Example 2 – The volume of a room can be found by multiplying the length (L), depth (D), and height (H) together. In other words, V = LDH. When L = 10 feet, D = 12 feet, and H = 8 feet, then V = 960 cubic feet. What are the dimensions of a room that is a perfect cube with L = D = H that has the same volume? The answer is the geometric mean, which is equal to G = (LDH)1/3 = (10·12·8)1/3 = 9601/3 ≈ 9.87 feet. The arithmetic mean is (10+12+8)/3 = 10 feet and the geometric mean is less than the arithmetic mean (i.e., 9.87 < 10 feet).
Example 3 – The geometric mean is an appropriate measure of the central tendency when an average growth rate is required. For example, suppose that in three successive years the return on an investment was 5%, 20%, and −4%. The “average” rate of return for these three years can be found as the geometric mean G = (1.05 ·1.20 · 0.96)1/3 ≈ 1.065. Therefore, the average rate of return (Compound Annual Growth Rate or CAGR) is 6.5%. To prove this, we see that 1.0653 ≈ 1.05 · 1.20 · 0.96 = 1.2096. The arithmetic means for these three values is (1.05 + 1.2 + 0.96)/3 = 1.07, which is more than the geometric mean.
The geometric mean is closely related to the CAGR. If sales grow from si to sj over n = j − i + 1 years, the CAGR during this period is (sj/si)1/n − 1. For example, if sales grew from $10 to $16 million over a five-year period, the CAGR during this period is (16/10)1/5 − 1 = 0.10 or 10%.
The arithmetic mean is ![]() and the geometric mean is
and the geometric mean is  , where xi is the i-th value and n is the number of values. The geometric mean is always less than or equal to the arithmetic mean (i.e., Gn
, where xi is the i-th value and n is the number of values. The geometric mean is always less than or equal to the arithmetic mean (i.e., Gn ![]() An). The arithmetic and geometric means are equal (i.e., Gn = An) only if x1 = x2 = ... = xn. The logarithm of the geometric mean is the arithmetic mean of the log transformed data (i.e.,
An). The arithmetic and geometric means are equal (i.e., Gn = An) only if x1 = x2 = ... = xn. The logarithm of the geometric mean is the arithmetic mean of the log transformed data (i.e., ![]() .
.
Excel – Excel uses the function GEOMEAN(number1, number2,...) for the geometric mean. The CAGR can be computed with the Excel function XIRR(values, dates).
See Compounded Annual Growth Rate (CAGR), forecast error metrics, geometric progression, Internal Rate of Return (IRR), mean, skewness.
geometric progression – A sequence of terms in which each term is a constant factor times the previous one.
The n-th term in a geometric progression is dn = βdn−1 (in recursive form) and dn = βnd0 (in closed form). The β parameter is called the common ratio and is defined as β = dn/dn−1. The example below has d0 = 100 and β = 0.8. In this example, d6 = βd5 ≈ 0.8·32.77 ≈ 26.21 and d6 = d0β6 ≈ 26.21 (values are rounded).
![]()
When |β| < 1, the sum of a geometric progression (a geometric series) has a closed-form expression. The sum of the first n terms (after term 0) is Sn = d1 + d2 + ... + dn = βd0 + β2d0 + ... + βnd0. Multiplying both sides by β yields βSn = β2d0 + β3d0 + ... + βn+1d0, and then subtracting this new equation from the first one yields Sn − βSn = βd0 − βn+1d0, which simplifies to (1 − β)Sn = d0β(1 − βn). Given that β < 1, it is clear that 1 − β ≠ 0, which means it is possible to divide both sides by 1 − β, which yields Sn = d0β(1 − βn)/(1 − β). At the limit as n → ∞, βn → 0 and the infinite sum (after term 0) is S∞ = d0β/(1 - β). In summary, the sum of an infinite geometric progression (starting at n = 1) is S∞ = d0β/(1 − β) and the finite sum of the first n terms is Sn = d0β(1 − βn)/(1 − β). The finite sum from terms m to n is then Sm,n = d0(βn+1 − βm)/(β − 1).
For the above example, the infinite sum is S∞ = d0β/(1 − β) = 100·0.8/(1−0.2) = 400 and the sum of the first six terms (after term 0) is S6 = d0β(1 − β6)/(1 − β) = 100·0.8·(1−0.86)/(1−0.8) ≈ 295.14.
The initial value (d0) is called the scale factor and the constant factor (β) is called the common ratio. The sequence of values (d0, d1, ... , dn) is called a geometric progression and the sum of a geometric progression (d0 + d1 + ... + dn) is called a geometric series. The product of a geometric progression is ![]() if β > 0 and d0 > 0.
if β > 0 and d0 > 0.
See all-time demand, exponential smoothing, geometric mean.
geometric series – See geometric progression.
Getting Things Done (GTD) – A philosophy for managing a personal task list, filing system, and e-mails in a disciplined way; the name of a popular book on personal time management by David Allen (2001).
See the entry for the two-minute rule for what is probably Allen’s most famous principle.
See personal operations management, two-minute rule, two-second rule, tyranny of the urgent.
Global Data Synchronization Network (GDSN) – An initiative designed to overcome product data inaccuracies and increase efficiencies among trading partners and their supply chains.
GDSN is a network of certified data pools that enable product information to be captured and exchanged in a secure environment conforming to global standards. Different versions of product information in the supply chain can cause serious business issues. Global Data Synchronization (GDS) ensures that trading partners always use the same version of the data. This empowers the supplier to manage the information flow in the supply chain and not rely on the trading partner or other third parties to manipulate their data. The foundational principles of GDS include:
• Product data is updated consistently between trading partners.
• Data is validated against standards and business rules.
• Trading partners classify their products in a common, standardized way.
• Trading partners have a single point of entry through their chosen data pool, reducing the cost of using multiple vendors.
• The uniqueness of items is guaranteed through the GS1 Global Registry.
The standards body that governs the GDSN is GS1, an organization dedicated to the design and implementation of global standards and solutions to improve the efficiency and visibility of supply and demand chains globally and across sectors. The GS1 system of standards is the most widely used supply chain standards system in the world and has been used for more than 30 years in multiple sectors and industries.
Global Positioning System (GPS) – A satellite-based technology that can be used to determine the current latitude and longitude for a device.
GPS technology can be a very helpful tool for collecting information in a transportation system.
See logistics, telematics.
global sourcing – See sourcing.
goal tree – See Y-tree.
gold parts – A phrase used in the Theory of Constraints for parts that have passed through the bottleneck.
These parts are much more valuable because the organization has invested time in them from its most valuable resource (the bottleneck).
See inspection, Theory of Constraints (TOC).
golden zone – See forward stocking area.
Goldratt – See Theory of Constraints (TOC).
Gompertz Curve – See logistic curve.
Good Manufacturing Practices (GMP) – Quality guidelines and general principles for producing and testing products developed by the U.S. Food and Drug Administration (the FDA) covering pharmaceuticals, diagnostics, foods, and medical devices; also called Current Good Manufacturing Practices (CGMP).
All guidelines follow the following basic principles:
• Manufacturing processes are clearly defined and controlled. All critical processes are validated to ensure consistency and compliance with specifications.
• Manufacturing processes are controlled and any changes to the process are evaluated. Changes that have an impact on the quality of the drug are validated as necessary.
• Instructions and procedures are written in clear and unambiguous language.
• Operators are trained to carry out and document procedures.
• Records are made manually or with instruments that demonstrate that all the steps required by the defined procedures and instructions were, in fact, taken and that the quantity and quality of the drug was as expected. Deviations are investigated and documented.
• Records of manufacture (including distribution) that enable the complete history of a batch to be traced are retained in a comprehensible and accessible form.
• The distribution of the drugs minimizes any risk to their quality.
• A system is available for recalling any batch of drug from sale or supply.
• Complaints about marketed drugs are examined, the causes of quality defects are investigated, and appropriate measures are taken with respect to the defective drugs and to prevent recurrence.
Adapted from http://en.wikipedia.org/wiki/Good_manufacturing_practice (March 19, 2011).
See process validation, quality management.
goodness-of-fit tests – See chi-square goodness of fit test, Kolmogorov-Smirnov test (KS test).
goodwill – (1) In any business context: The value of a good relationship between a business and its customers. (2) In a business acquisitions context: An intangible asset equal to the cost to acquire a business over the fair market value of all other assets. (3) In an interpersonal context: A cheerful, friendly, kind attitude toward others.
In any business context, goodwill is the reputational capital of the firm. Goodwill is lost when the company cannot fulfill its service promises, runs out of inventory, or has poor product or service quality. Lost goodwill can lead to lost sales, lower margins, and loss of brand equity. Goodwill is very difficult to measure.
In a business acquisition context, goodwill is the difference between the fair market value of a company’s assets (less its liabilities) and the market price or asking price for the overall company. In other words, goodwill is the amount in excess of the firm’s book value that a purchaser would be willing to pay to acquire it. If a sale is realized, the new owner of the company lists the difference between book value and the price paid as goodwill in financial statements.
See Economic Value Added (EVA), financial performance metrics, quality management, safety stock, service level, stockout.
GPS – See Global Positioning System (GPS).
gravity flow rack – See flow rack.
gravity model for competitive retail store location – A mathematical model for locating one or more new retail stores relative to the competing stores in a region.
The basic concept of the gravity model is that the “gravitational pull” for a store on customers is directly proportional to the size of the store and inversely proportional to the travel time squared. In other words, customers will be attracted to larger close-by stores much more than they will be to smaller far-away stores. This model is an application of Newton’s Law, which states that the gravitational pull between two planets is directly proportional to their mass and inversely proportional to the square of the distance between them.
The goal is to find the best location for one or more new stores from a set of potential locations, assuming that the new stores will have to compete for customers with the other stores in the region. The model allocates the revenue in the market to each of the stores based on the “pull,” which is a function of store size (bigger is better) and travel time (closer is much better). The model can be used to evaluate all reasonable alternatives and select the store locations that maximize the total expected revenue.
The algorithm allocates all revenue in a region to the m stores. Store j is characterized by its size Sj and by a competitive index cj, which is used to adjust for weak and strong competitors in the market. The region has n population areas (census blocks). The travel time from census block i to store j is tij. The “pull” for store j with competitive index cj on census block i is directly proportional to the size of the store and inversely proportional to the travel time to the ρ power. Pull, therefore, is defined as ![]() . The ρ parameter can be determined empirically, but is usually close to ρ = 2.
. The ρ parameter can be determined empirically, but is usually close to ρ = 2.
The probability that a resident of census block i will shop at store j is the normalized pull, which is given by  . Census block i has mj customers with average revenue per customer of ri. The expected revenue for store j, therefore, is
. Census block i has mj customers with average revenue per customer of ri. The expected revenue for store j, therefore, is ![]() . The best location for a store (or set of stores) can be found by using the model to evaluate all reasonable alternative configurations and selecting the one that has the largest expected revenue.
. The best location for a store (or set of stores) can be found by using the model to evaluate all reasonable alternative configurations and selecting the one that has the largest expected revenue.
See center-of-gravity model for facility location, facility location, great circle distance, numeric-analytic location model.
gray market – See gray market reseller.
gray market reseller – A broker that sells products through distribution channels other than those authorized or intended by the manufacturer; spelled “grey” outside the United States22.
22 “Gray” with an “a” is used in America and “grey” with an “e” is used in England and everywhere else outside the U.S.
Gray market resellers typically buy used equipment or clearance products on the open market and resell them to end-user customers at prices lower than those desired by the manufacturer. These resellers sell outside the normal distribution channels, typically have no relationship with the manufacturer, and typically provide no aftersales service. In some cases, the warranty is no longer valid.
Gray market products are usually (but not always) legal and are usually (but not always) bought and sold at prices lower than the prices set by the manufacturer or regulatory agency. These are often products that were sold in one national market and then exported and sold in another national market at a lower price. For example, a dealer might buy a car at a reduced price in one country and then sell it in another country at a lower price.
See the diversion entry for more information on the problems with this practice.
great circle distance – The shortest distance between any two points on a sphere.
Given that the earth is approximately spherical, the great circle distance can be used to estimate the travel distance between any two points defined by their latitude and longitude coordinates. Now that Global Positioning Systems (GPS) and geographical databases are widely available, the great circle distance is a practical means to estimate distances for a wide variety of logistics and transportation planning problems.
The Spherical Law of Cosines computes the great circle angle (aij) between the points i and j on the earth using aij = acos(sin(xi) sin(xj) + cos(xi) cos(xj) cos(yj − yi)), where (xi, yi) and (xj, yj) are the latitude and longitude coordinates for the two points expressed in radians. Convert the great circle angle into a great circle distance using dij = r · aij, where r is the average radius of the earth, which is r ≈ 3958.76 miles or r ≈ 6371.01 km. If latitude and longitude are expressed in hours, minutes, and seconds (h: m: s), convert them to decimal degrees using decimal_degrees = h + m/60 + s/60/60, and then convert to radians using radians = π · decimal_degrees/180.
The Excel formula for the Spherical Law of Cosines is r*ACOS(SIN(x1)*SIN(x2)+ COS(x1)*COS(x2)*COS(y2-y1)) for earth radius r and coordinates (x1,y1) and (x2,y2) expressed in radians. When using the arc cosine function (ACOS), the absolute value of the argument must be less than one. It is useful, therefore, to implement this distance function in VBA to conduct this check. The following VBA code developed by this author implements the Law of Cosines great circle distance function in VBA using a derived arc cosine. It is important to use double precision for all variables in this code.
The above VBA code finds that the distance between Seattle (47:36:00,122:20:00) and Miami (25:45:00, 80:11:00) is 2732.473 miles and the distance between the Nashville International Airport (N 36°7.2’, W 86°40.2’) and the Los Angeles International Airport (N 33°56.4’, W 118°24.0’) is 1793.555 miles.
Love, Morris, and Wesolowsky (1988) suggest inflating intracity travel distances by a factor of roughly 1.18 to account for the fact that travel distances between intracity points is, on average, greater than the straight-line distance due to road structures.
See facility location, gravity model for competitive retail store location, Manhattan square distance, numeric-analytic location model.
green belt – See lean sigma.
green manufacturing – Manufacturing that is environmentally conscious and ideally more profitable; closely related to “sustainability.”
The number of computers and other electronic devices on our planet appears to be increasing according to Moore’s Law and are having a negative impact on our environment. According to Greenpeace, demand for new technology creates 4,000 tons of waste an hour, which often ends up in large piles in India, Africa, and China.
With take-back programs, customers return used technology to manufacturers that recycle the parts for new products. Many European nations have legal requirements for return logistics. The U.S. has few such laws, but many firms are voluntarily implementing such programs. For example, in 2004, Dell Computer recovered 40,000 tons of unwanted equipment for recycling, up 93% from 2005.
Ideally, organizations can improve the environment and improve their profits at the same time. Here are several good examples adapted from the article www.fastcompany.com/magazine/120/50-ways-to-green-yourbusiness.html (October 25, 2007):
• General Mills – In the past two years, General Mills has turned its solid waste into profits. Take its oat hulls, a Cheerios by-product. The company used to pay to have them hauled off, but realized they could be burned as fuel. Now customers compete to buy the waste. In 2006, General Mills recycled 86% of its solid waste, earning more selling the waste than it spent on disposal. In 2006, General Mills redesigned packaging and shaved off 20% of the paperboard box without shrinking contents. The result was 500 fewer distribution trucks on the road each year.
• General Electric – Trains were already the cleanest way to move massive amounts of freight long distances, but General Electric raised the game with its Evolution locomotives, diesel engines launched in 2005 that cut fuel consumption by 5% and emissions by 40% compared to locomotives built just a year earlier. GE has plans for a GE hybrid diesel-electric locomotive that captures energy from braking (like the Toyota Prius) and improves mileage by another 10%. According to GE, the energy dissipated in braking a 207-ton locomotive during the course of a year is enough to power 160 homes for the same period.
• Walmart – Walmart is providing funding to the biggest truck manufacturers (ArvinMeritor, Eaton, International, and Peterbilt) to develop the first heavy-duty diesel-hybrid 18-wheeler. Walmart has pushed the liquid-laundry-detergent industry to cut bottle sizes by 50% or more by concentrating the liquid. Thus, Unilever’s triple-concentrated All Small & Mighty detergent has saved 1.3 million gallons of diesel fuel, 10-million pounds of plastic resin, and 80 million square feet of cardboard since 2005. This fall, Procter & Gamble is converting its entire collection of liquids to double concentration.
• C3 Presents – Austin-based concert promoter C3 Presents made news when it banned Styrofoam cups from the sixth annual Austin City Limits Music Festival. Following the model the company created for Lollapalooza, C3 took a holistic approach to greening nearly every aspect of ACL, from bamboo-based concert T-shirts to gel sanitizer in the bathrooms to bio-diesel power generators.
• Philadelphia Eagles – Starting in 2006, the team’s “Go Green” environmental campaign has its stadium cleaning crew making two full sweeps after each game, one to pick up recyclables and another for trash.
• Tesco – Some retailers have introduced product labels that encourage customers to weigh their carbon. The British grocery giant Tesco has a program to label all 70,000 of its products with carbon breakdowns.
• Unilever – Unilever has reconfigured the plastic bottles for its billion-dollar Suave shampoo brand, saving the plastic equivalent of about 15 million bottles a year.
The concept of the “green supply chain” extends green manufacturing concepts to the entire supply chain. Using green supply chain concepts, organizations find ways to reduce emissions, avoid toxic wastes, reduce total waste, improve energy efficiency, and otherwise improve their impact on the environment.
See cap and trade, carbon footprint, energy audit, Moore’s Law, remanufacturing, reverse logistics, sustainability, triple bottom line.
green supply chain – See green manufacturing.
greenfield – The concept of building a new plant (or other facility) in a new location, which is often a field with no existing buildings on it.
This is often an opportunity for the firm to start with a fresh perspective on facility layout, process technology, and organization. In contrast, older facilities and land are sometimes called brownfields. These are often abandoned, idled, or under-used industrial or commercial facilities. Some brownfield locations also have problems with industrial contamination.
See facility location.
gross profit margin – An ambiguous term that relates gross profit to sales, measured as (1) a dollar amount (i.e., revenue less cost of goods sold), or (2) a percentage (i.e., 100(gross profit margin in dollars)/revenue); also called gross margin.
The first definition is the margin in dollars, while the second definition is the margin as a percentage. The second definition is sometimes called the gross margin percentage.
See cost of goods sold.
gross requirement – The total demand for an item, including both independent and dependent demand.
Unlike the gross requirement, the net requirements consider both on-hand inventory and open orders.
See Materials Requirements Planning (MRP).
gross weight – (1) Packaging context: The total weight of a package (including packaging) and its contents. (2) Shipping/logistics context: The total weight of a vehicle and its contents.
See logistics, net weight, tare weight.
group technology – (1) A methodology for classifying parts (items) based on similar production processes and required resources. (2) A manufacturing cell (cluster of machines, equipment, and workers) dedicated to making a set of parts that share similar routings.
See Computer Aided Design (CAD), cellular manufacturing.
groupware – Software that helps groups of people work together on a common task; also called workgroup support systems, group support systems, and workflow software.
Groupware supports communication, collaboration, and coordination and therefore can help improve productivity of people working in groups. Groupware functionality can include e-mail, group calendars, address books, video conferencing, audio conferencing, shared documents, shared databases, and task scheduling. Groupware is particularly helpful when the workers are not all in the same location. Friedman (2005) emphasized the importance of groupware (workflow software) in enabling firms to outsource.
See Decision Support System (DSS), outsourcing, project management.
Growth-Share Matrix – See cash cow.
GTD – See Getting Things Done (GTD).
H
HACCP – See Hazard Analysis & Critical Point Control (HACCP).
half-life curve – A mathematical model that shows the relationship between a performance measure (such as defects) and the time required to reduce (cut) the performance measure in half. ![]()
The half-life curve was popularized by Ray Stata, founder of Analog Devices, Inc. (Stata 1989). Whereas the learning curve assumes that learning is driven by production volume, the half-life curve assumes that learning is driven by time. The half-life concept suggests that the performance measure will be cut in half every h periods, where h is a constant. For example, if the unit cost at time zero is $100 and the half-life is six months, the unit cost will be $50 at six months, $25 at 12 months, and so forth.
Any performance variable with an ideal point of zero can be used in this model. For example, the performance variable could be cost/unit, time/unit, defects, cycle time, percent on-time delivery, etc.
The basic equation for the half-life curve is y(t) = aebt, where e ≈ 2.718281. The performance variable y(t) is the performance at time t. The constants are a = y(0) and b = −ln(2)/h, where the half-life (in periods) is h = −ln(2)/b. For example, if the half-life is 6 months, and the defect rate is 10% at time zero, at month 6 the defect rate should be 5%, and at month 12 the defect rate should be 2.5%.
The graph below is an example of a half-life curve with parameters h = 2, y(0) = 100, and b = −0.347. Note that unlike the learning curve, the half-life curve is continuous and is defined for all values of t.
The easiest way to estimate b is to find the value that fits the first and last historical points b = ln(y(t)/y(0))/t. A more accurate (but more complicated) approach for estimating b is to apply linear regression on transformed historical data. To apply linear regression, take the natural log transform of both sides of the half-life equation to find ln(y(t)) = ln(a) + bt, use linear regression to estimate the ln(a) and b parameters, and then use the model to estimate the performance variable at some time t in the future. Use the equation h = −ln(2)/b to estimate the half-life from the b parameter. This regression approach will not work if any y(t) is zero and is also adversely affected by autocorrelation in the data.

See learning curve, learning organization, linear regression, Moore’s Law, operations performance metrics.
handoff – A point in a process where work or information is transferred from one individual or organization to another; also written hand-off.
From a lean manufacturing perspective, handoffs can lead to waste because each handoff has the potential to lose information and create a queue of materials waiting to be picked up. Reducing the number of handoffs will usually reduce the amount of information that is lost, reduce the number of queues, and reduce queue time, which results in better quality, service, and cycle time.
Handoffs can also present problems because the reward systems in different organizations and for different people might not be the same. For example, in a service organization, the customer-facing organization is usually rewarded based on customer satisfaction, but the back-office organization might be rewarded based on efficiency. Work enlargement seeks to combine these jobs into one job so that proper trade-offs can be made between customer service and efficiency.
See addition principle, cellular manufacturing, focused factory, job enlargement, process map, service quality, single point of contact.
hard currency – A freely convertible currency that is not expected to depreciate in value in the foreseeable future.
Hawthorne Effect – The concept that the act of showing attention to workers encourages better job performance.
The Hawthorne Studies (experiments) were conducted from 1927 to 1932 at the Western Electric Hawthorne Works in Chicago, where Harvard Business School professor Elton Mayo examined the relationships between work conditions and productivity. Mayo wanted to study the effects of fatigue and monotony on productivity and how rest breaks, work hours, temperature, and humidity affected productivity. In the process, Mayo stumbled upon the concept that the mere act of showing concern for people often spurs them on to better job performance. (Note: Several different interpretations of the Hawthorne Effect can be found in the literature.)
For example, if the leadership of an organization gives management training to a new employee, the employee will feel valued and will likely be motivated to work harder. The motivation is independent of the particular skills or knowledge gained from the training. This is the Hawthorne Effect at work.
The Hawthorne Effect has been called the “Somebody Upstairs Cares Syndrome.” To generalize the concept, when people have a sense of belonging and being part of a team, they are more productive.
See human resources, job design.
Hazard Analysis & Critical Point Control (HACCP) – Regulations issued by the U.S. Food and Drug Administration (FDA) to drive standardization in food safety.
Concepts center on building quality into food manufacturing processes rather than relying only on inspections and sampling. HACCP involves seven principles:
1. Analyze hazards – Identify potential hazards associated with a food and establish measures to control those hazards. The hazard could be biological (e.g., microbes), chemical (e.g., toxin), or physical (e.g., ground glass or metal fragments).
2. Identify critical control points – These are points in food production from the raw state through processing and shipping to consumption by the consumer at which the potential hazard can be controlled or eliminated. Examples are cooking, cooling, packaging, and metal detection.
3. Establish preventive measures with critical limits for each control point – For a cooked food, for example, this might include setting the minimum cooking temperature and time required to ensure the elimination of any harmful microbes.
4. Establish procedures to monitor the critical control points – Such procedures might include determining how and by whom cooking time and temperature should be monitored.
5. Establish corrective actions to be taken when monitoring shows that a critical limit has not been met – For example, food should be reprocessed or disposed if the minimum cooking temperature is not met.
6. Establish procedures to verify that the system is working properly – For example, testing time and temperature recording devices should be used to verify that a cooking unit is working properly.
7. Establish effective recordkeeping to document the HACCP system – This includes records of hazards and their control methods, the monitoring of safety requirements, and actions taken to correct potential problems.
See error proofing, Failure Mode and Effects Analysis (FMEA), hazmat, sustainability.
hazmat – A hazardous material; also called HAZMAT and dangerous goods.
Hazmat or HAZMAT is any solid, liquid, or gas that can harm people, other living organisms, property, or the environment. The term “hazardous material” is used in this context almost exclusively in the U.S. The equivalent term in the rest of the English-speaking world is dangerous goods. A hazardous material may be radioactive, flammable, explosive, toxic, corrosive, biohazardous, oxidizing, asphyxiating, or allergenic, or it may have other characteristics that make it hazardous in specific circumstances (source: http://en.wikipedia.org/wiki/HAZMAT, October 1, 2006).
See Hazard Analysis & Critical Point Control (HACCP), sustainability.
headhaul – A carrier’s primary trip, bringing a shipment to its destination.
See logistics.
hedging – Any transaction designed to reduce financial risk.
Hedging usually deals with reducing the risk of loss from price fluctuations. Hedging is usually done for defensive purposes. It is often a combination of “bets” (transactions) such that if one bet loses, another wins (i.e., taking two positions that will offset each other if prices change). In operations, hedging is commonly used to reduce the risk of a price increase for raw materials. For example, Southwest Airlines, the only major airline to remain consistently profitable shortly after the 9/11 tragedy in 2001, used a hedging strategy that allowed it to buy jet fuel for 38% less than the market price (Schlangenstein 2005). Unlike arbitrage, a hedge does not carry the implication of having an edge. Note that the word “hedge” can be used as a noun or a verb.
See arbitrage.
heijunka – A Japanese technique used to smooth production over time; also called load leveling, linearity, and stabilizing the schedule.

Dennis (2002) defined heijunka as “distribution of volume and mix evenly over time.” The Japanese word heijunka (pronounced “hey-june-kah”) literally means to “make flat and level.” Taiichi Ohno (1978) at Toyota defined heijunka as production leveling. Heijunka is considered one of the main pillars of the Toyota Production System (TPS) and is closely related to lean production. It is very similar to the concepts of production smoothing and load leveling. The following is a simple example of production smoothing.
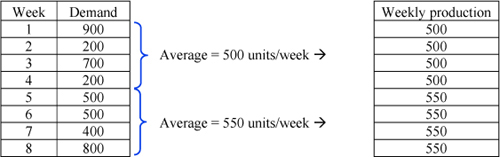
One of the main concepts for smoothing production is frequent changes of the model mix to be run on a given line. Instead of running large batches of one model after another, TPS advocates small batches of many models over short periods of time. This is called mixed model assembly. This requires quick changeovers, but results in smaller lots of finished goods that are shipped frequently.
The main tool for heijunka is a visual scheduling board known as a heijunka box, which is generally a wall schedule with rows dedicated to each product (or product family) and columns for each time period (e.g., 20-minute periods). Colored production control kanban cards representing individual jobs are placed in the slots in proportion to the number of items to be built of a given product type during a time interval. The heijunka box makes it easy to see what types of jobs are queued for production. Workers remove the kanban cards from the front of the schedule as they process the jobs.
The heijunka box consistently levels demand by short time increments (20 minutes in this example). This is in contrast to the mass-production practice of releasing work for one shift, one day, or even a week to the production floor. Similarly, the heijunka box consistently levels demand by mix. For example, it ensures that Product C and Product D are produced in a steady ratio in small batch sizes.
Production process stability introduced by leveling makes it considerably easier to introduce lean techniques ranging from standard work to continuous flow cells. Muda (waste) declines as mura (unevenness in productivity and quality) and muri (overburden of machines, managers, and production associates) decline. When processes are leveled in volume and mix, employees are no longer overburdened, customers get better ontime delivery, and manufacturers reduce cost when muda, mura, and muri are reduced.
Although production leveling tools can be used to level the load (hours of work for the factory), demand management tools can be used to level the demand, which makes it easier to level the load.
See chase strategy, demand management, dispatching rules, job shop scheduling, kanban, lean thinking, level strategy, load, load leveling, mixed model assembly, takt time.
heijunka box – See heijunka.
help desk – A resource that provides problem-solving advice for internal or external customers.
Corporations often provide help desk support to their customers via toll-free phone numbers, faxes, websites, and e-mail. The help desk is often the part of a call center that handles support for technical products. Help desk workers sometimes use decision support software and knowledge bases to answer questions.
See call center, fulfillment, knowledge management, service management.
Herbie – The bottleneck in a process.
The question, “Where’s your Herbie?” is asking, “Where is your bottleneck?” This is based on the popular Goldratt Institute film and book entitled The Goal (Goldratt 1992), where one boy (Herbie) in the Boy Scout troop slowed down the entire troop on a long march through the woods. The teaching point here was that organizations need to “go find their Herbie and help him with his load.”
See bottleneck, Theory of Constraints (TOC).
heuristic – A simple rule of thumb (procedure) used to solve a problem.
For example, when a vehicle schedule is created, the next location selected for the vehicle might be the one closest to the last one selected. This is called the “closest customer” heuristic. Heuristics often produce very good and sometimes even the mathematically best (optimal) solutions. However, the problem with heuristics is that users seldom know how far the heuristic solution is from the optimal solution. In other words, a heuristic procedure might produce a good solution, but the solution is not guaranteed to be the optimal (best) solution. All heuristic procedures are said to be algorithms; however, not all algorithms are heuristics, because some algorithms always guarantee an optimal (mathematically best) solution. For some heuristics, it is possible to mathematically derive the “worst case” performance, the average case performance, or both.
See algorithm, genetic algorithm, operations research (OR), optimization, simulated annealing, Traveling Salesperson Problem (TSP).
hidden factory – A term for either rework or non-value-adding transactions in a system.
Rework – Armand Feigenbaum, a well-known quality expert, coined the term “hidden factory” to describe the vast amount of work needed to correct the mistakes made by others. He estimated that the hidden factory might be as much as 40% of the total cost (Feigenbaum 2004).
Non-value-added transactions – Miller and Vollmann (1985) identified a different type of “hidden factory” that processed vast numbers of internal transactions that added little or no value to customers. This is often true when a firm reduces lotsizes to move toward lean production without using visual control systems.
Eliminating both types of hidden factories (waste) is a key part of lean thinking.
See Activity Based Costing (ABC), lean thinking, rework, yield.
High Performance Work Systems (HPWS) – A form of workgroup that typically emphasizes high employee involvement, empowerment, and self-management.
HPWS generally incorporate the following features:
• More job complexity, multi-tasking, and multi-skilling.
• Increased employee qualifications.
• Ongoing skill formation through enterprise training.
• A minimum of hierarchy.
• Greater horizontal communication and distribution of responsibility (often through teams).
• Compensation incentives for performance and skill acquisition.
• Increased focus on “core activities.”
Firms that use HPWS often seek to improve organization performance through six synergistic strategies:
• Leadership that empowers others.
• Relentless focus on strategy and results.
• Open sharing of relevant information.
• Borderless sharing of power.
• Team-based design.
• Teamwork reinforced through rewards.
Unfortunately, the definition of HPWS is ambiguous, and practices vary widely between firms. HPWS is closely related to employee involvement, employee empowerment, high involvement, people involvement, high commitment systems, mutual gains enterprises, socio-technical systems, participative management, self-management, boss-less systems, self-directed work teams, and empowered work teams.
Adapted from a contribution by Aleksandar Kolekeski, ISPPI Institute, Skopje, Macedonia, [email protected], September 19, 2005.
See empowerment, human resources, job design, New Product Development (NPD), organizational design, productivity, self-directed work team.
histogram – A graphical approach for displaying frequency data as a bar chart.
Histograms can be shown vertically or horizontally. The histogram is one of the seven tools of quality. See the Pareto Chart entry to see an example of a vertical histogram.
See bar chart, Pareto Chart, seven tools of quality.
hockey stick effect – A pattern of sales or shipments that increase dramatically at the end of the week, month, or quarter.
This pattern looks like a hockey stick because it is low at the beginning of the period and high at the end. The hockey stick effect is nearly always a logical result of reward systems based on sales or shipments. The large changes cause variance in the system, which often results in increased inventories, stockouts, overtime, idle capacity, frustrated workers, and other significant problems. Clearly, the best solution is to change the reward system to motivate workers to produce and sell at the market demand rate.
One creative potential solution is to have different sales regions with offset quarters so one region has a quarter ending in January, another ending in February, etc. Another creative solution is to shorten the reporting reward period from quarters to months or even weeks. This gives the organization less time to change between the extreme priorities, and therefore provides motivation to avoid the hockey stick.
See carrying charge, carrying cost, production planning, seasonality.
holding cost – See carrying charge, carrying cost.
hoshin planning – A systematic planning methodology developed in Japan for setting goals and aligning the organization to meet those goals; also called hoshin kanri and policy deployment.
Hoshin is short for “hoshin kanri.” The word “hoshin” is from “ho,” which means direction, and “shin,” which means needle. Therefore, the word “hoshin” could translate into direction needle or compass. The word “kanri” is from “kan,” which means control, and “ri,” which means reason or logic. Taken altogether, hoshin kanri means management and control of the organization’s direction needle or focus. Hoshin planning is like a management compass that points everyone in the organization toward a common goal.
![]()
![]()
Hoshin kanri planning passes (deploys) policies and targets down the management hierarchy. At each level, the policy is translated into policies, targets, and actions for the next level down. “Catchball” is played between each level to ensure that the plans are well-understood and can be executed (see the entry catchball).
Hoshin operates at two levels: (1) the strategic planning level to define long-range objectives and (2) the daily management level to address routine aspects of business operations.
Hoshin plans should be regularly reviewed against actual performance. This review can be organized in a “hoshin review table,” which should show the owner, time frame, performance metrics, target, and results. Any difference between the target and actual results should be explained. The review tables should cascade upward.
The X-Matrix, the main tool of hoshin planning, works backward from desired results, to strategies, to tactics, to processes. See the simple example below. The planning process begins with the results, which are driven by strategies, which are driven by tactics, which are achieved by process improvements. The “correlation” cells identify causal relationships using the symbols: ![]() = strong relationship,
= strong relationship, ![]() = important relationship, and Δ = weak relationship. The accountability columns indicate roles and responsibilities for individuals, teams, departments, and suppliers. See Jackson (2006) for more details.
= important relationship, and Δ = weak relationship. The accountability columns indicate roles and responsibilities for individuals, teams, departments, and suppliers. See Jackson (2006) for more details.
Simple X-Matrix example

Source: Professor Arthur V. Hill
The X-Matrix is similar to Management by Objectives (MBO), developed by Drucker (1954), except that it focuses more on organizational rather than individual goals. The X-Matrix is also similar to the strategy mapping concepts developed by Kaplan and Norton (1990), the Y-tree concept used at 3M, and the causal mapping tools as presented by Hill (2011c). A strategy map requires the causal linkages: learning & growth → internal → customer → financial. In contrast, the X-Matrix requires the causal linkages: process → tactics → strategies → results. In this author’s view, an X-Matrix is more general than a strategy map, a Y-tree is more general than an X-Matrix, and a causal map is more general than a Y-tree. However, some industry experts argue that hoshin planning is unlike other strategic planning methods because it has more accountability and more “catchball” interaction between levels in the organization.
See alignment, balanced scorecard, catchball, causal map, lean thinking, Management by Objectives (MBO), mission statement, PDCA (Plan-Do-Check-Act), strategy map, Y-tree.
house of quality – See Quality Function Deployment (QFD).
hub-and-spoke system – A distribution system used by railroads, motor carriers, and airlines to consolidate passengers or shipments to maximize equipment efficiency.
Many passenger airlines in North America, such as Delta and United, have hub-and-spoke networks, where the hub is a central airport and the spokes are the routes that bring passengers to and from the hub. In contrast, the direct route (or point-to-point) system does not use a central hub airport. In North America, Southwest Airlines is an example of a direct route system. The hub-and-spoke system is an important distribution strategy. For example, FedEx, a delivery service, has a hub in Memphis, with all FedEx shipments going through this hub.
See consolidation, logistics.
human resources – (1) The employees in an organization. (2) The organizational unit (department) charged with the responsibility of managing employee-related processes such as hiring, orientation, training, payroll, benefits, compliance with government regulations, performance management (performance management, performance reviews), employee relations, employee communications, and resource planning; sometimes called the personnel organization; often abbreviated HR.
See absorptive capacity, addition principle, back office, business process outsourcing, cost center, cross-training, delegation, division of labor, empowerment, Enterprise Resources Planning (ERP), ergonomics, gainsharing, Hawthorne Effect, High Performance Work Systems (HPWS), job design, job enlargement, job rotation, labor grade, lean sigma, learning curve, learning organization, multiplication principle, on-the-job training (OJT), operations management (OM), organizational design, outsourcing, pay for skill, productivity, RACI Matrix, Results-Only Work Environment (ROWE), scientific management, self-directed work team, Service Profit Chain, service quality, standardized work, subtraction principle, unfair labor practice, value chain, work measurement, work simplification, workforce agility.
hypergeometric distribution – A discrete probability distribution widely used in quality control and auditing.
The hypergeometric distribution is useful for determining the probability of exactly x defective units found in a random sample of n units drawn from a population of size N that actually contains m defective units. It is a particularly useful distribution for acceptance sampling and auditing. The normal, Poisson, and binomial distributions are often used as approximations for the hypergeometric distribution.
The hypergeometric distribution can be used to create confidence limits on the number of errors in a population based on a sample. For example, an auditor can take a sample and then conclude with a 95% confidence level that the true percentage of errors in the population is no more than p percent. The auditor can also use this distribution to estimate the sample size required to achieve a desired confidence limit. Most statistics textbooks recommend using the normal distribution for the proportion defective; however, this is an approximation for the hypergeometric distribution and will be inaccurate when the error rate is small.
Parameters: Population size N and sample size n.
Probability mass function: ![]() , where x is the number of successes in the sample, n is the sample size, m is the number of successes in the population, and N is the size of the population. The distribution function is simply the summation of the mass function.
, where x is the number of successes in the sample, n is the sample size, m is the number of successes in the population, and N is the size of the population. The distribution function is simply the summation of the mass function.
Statistics: Range [a, b] where a = max(0, n − (N − m)) and b = min(m,n), mean πn, variance π(1 − π)n(N − n)/(N − 1), where π = m/N. The mode has no closed form.
Graph: A jar has a population of N = 100 balls, with m = 20 red balls and (N – m) = 80 white balls. Samples of n = 5 balls are drawn randomly from the jar. The graph below is the hypergeometric probability mass function for x, which is the number of red balls found in a sample.
Excel: In Excel, the probability mass function is HYPGEOMDIST(x, n, m, N), where x is the number of successes in the sample, n is the size of the sample, m is the number of successes in the population, and N is the size of the population. Excel does not have distribution or inverse functions for the hypergeometric distribution. The natural log of the gamma function (GAMMALN(x)) is useful for software implementation of this distribution. In Excel 2010, HYPGEOMDIST has been replaced by HYPGEOM.DIST, but still uses the same arguments.

Relationships with other distributions: The standard deviation for the hypergeometric distribution is equal to that of the binomial distribution times the finite population correction factor ![]() . Therefore, when the population size N is large compared to the sample size (i.e., N >> n), the correction factor is close to 1
. Therefore, when the population size N is large compared to the sample size (i.e., N >> n), the correction factor is close to 1 ![]() and the hypergeometric distribution can be approximated reasonably well with a binomial distribution with parameters n (number of trials) and p = m/N. A reasonable rule of thumb is that the hypergeometric distribution may be approximated by the binomial when N/n
and the hypergeometric distribution can be approximated reasonably well with a binomial distribution with parameters n (number of trials) and p = m/N. A reasonable rule of thumb is that the hypergeometric distribution may be approximated by the binomial when N/n ![]() 20. (The binomial differs from the hypergeometric distribution in that sampling is done with replacement.) The Poisson distribution is often used as an approximation for the hypergeometric in the auditing profession. The normal distribution can be used as an approximation for the hypergeometric when N/n
20. (The binomial differs from the hypergeometric distribution in that sampling is done with replacement.) The Poisson distribution is often used as an approximation for the hypergeometric in the auditing profession. The normal distribution can be used as an approximation for the hypergeometric when N/n ![]() 50 and np(1 − p)
50 and np(1 − p) ![]() 10.
10.
See binomial distribution, gamma function, Poisson distribution, probability distribution, probability mass function, sampling, Statistical Quality Control (SQC).
hypothesis – In the operations management context, a suggested explanation for a problem; a statement of what could be true; a proposition for how a problem might be solved.
A hypothesis consists of a statement of what could be true, often with some accompanied explanation and justification. A hypothesis requires more work by the investigator to attempt to disprove it. When attempting to address an operations problem, the best consultants work with their clients to quickly generate a large number of hypotheses about how the problem might be solved. Much of the remainder of the consulting engagement is then dedicated to testing if the hypotheses are true.
Most scientists require that a hypothesis be falsifiable, which means that it is possible to test if the statement is false. Failing to falsify a hypothesis does not prove that the hypothesis is true. A hypothesis cannot ever be accepted or confirmed because no human will ever have infinite knowledge. However, after a hypothesis has been rigorously tested and not falsified, it may form the basis for theory and for reasonable action.