3. The Use of Radio Frequency Identity Tags in Industry
Radio Frequency Identity Tags (RFID) can greatly enhance a company’s performance, but there must exist a definite need for this solution because it is not for all companies. RFID is an additional expense that makes sense only when the gain is greater than the cost of the technology. The expense is found in the purchase of the tags used on each item or each bin location, as well as the infrastructure expense of RFID readers and antennas at each point of read. An additional expense is the required integration of the data recorded by the readers communicating to the main computer through middleware. The cost of the installation depends on the size and complexity of the job. The larger the job, the more readers, tags, and Wi-Fi connectivity points are necessary. Issues to consider include scalability, security, inseparability, integration, administration, and managing.
Here is a generalized idea of the cost of a 900 MHz RFID implementation. Other frequencies are available but not included in this cost analysis:
• 125 to 134 kHz is classified as Low Frequency for scanning items close at hand and is used for access control, livestock, and race times, such as triathlon or marathon times for the participants.
• 13.56 MHz is classified as High Frequency. This offers more distance than the low-frequency tags and is generally used as smart tags for loyalty cards, books, and smart shelves.
• 860 to 960 MHz is classified as Ultra High Frequency. This is used in the supply chain for all the tasks discussed in this chapter.
• 2.45 GHz and 5.8 GHz are also classified as Ultra High Frequency, and 2.4 GHz is mainly used for the toll road I-Pass.
The components of an RFID system are broken down into five categories. The costs are an accumulation or a summary of the quantities used in the following groupings: RFID Tags, RFID reader, RFID printer, RFID antennas and cabling, and RFID middleware:
• RFID Tags—The passive tag is used for a license plate on a pallet, a bin location, a container load, or item-level tags. The item-level tags are relatively cheap based on volume. They can be one to five cents. The tabs for the license plate and bin tags can range from 10 cents to $1. Depending on the complexity required, environmentally protected tags are available for around $1 to $5 or more.
• RFID Reader—The reader can cost from $1,200 to $3,000 or more depending on the vendor and type used. If the reader is a hand-held it will be more expensive.
• RFID Printer—These are the devices that print a label with readable data and also have an RFID tag on them. The cost can range from $1,500 to $4,000 or more.
• RFID Antennas and Cabling—These cost $125 to $300 per antenna combination plus $50 for cabling.
• RFID Middleware—These may cost $6,000 to $300,000 or more. The cost depends on the complexity and number of jobs required by the system. This requires a talented IT staff or an external company specializing in RFID implementation.
RFID does not require line of sight as does the UPC. The RFID can read through boxes assuming that there is no metal or liquid inside. When metal or liquid is present, one layer is read, but not the entire case. This is why it is prudent to place the tag on the top of the product, so the readers can read down on the container and count the number of items, boxes, or packages inside. The container label can be read with a UPC reader, and then the RFID reader reads the carton count. The UPC tells the computer this is a box of 24 bottles, for example. The RFID read confirms that the container truly has 24 bottles. Productivity increases because no personnel are required to complete the process.
This process can also be used in the certification of suppliers. The retailer knows that the vendor accuracy is around 100%. When the items are received, they do not have to be counted. Instead, they are immediately stocked. This saves greatly in labor and in receiving-to-stock times. Lean Savings is enhanced due to greater efficiency of the operation. The Green Savings is found in fewer inventories, less spoilage, and less wasted merchandise.
The other advantage to RFID is that the tag is not a UPC but an EPC, or Electronic Product Code. The electronic product code has four fields for a 96-bit tag. The first part is the 8-bit header, indicating whether the tag is an item tag, a location tag, an asset tag, and so on. The second field is the EPC Manager with 28 bits, and it names which supplier the tag belongs to. The third field is the object class with 24 bits, and it is the item SKU or the UPC. The last field is the serial number with 36 bits, making each item unique. With 24 bottles of Dasani water, for example, each UPC will be the same but the serial numbers will be different. Having the same UPC with different serial numbers makes each bottle unique.
Every time an RFID tag is read, the time and date are recorded, which allows for tracking items throughout the supply chain. This option generates quantifiable data that can be used in the Business Intelligence system. The data from the RFID tag can be used as explored in Table 3-1.
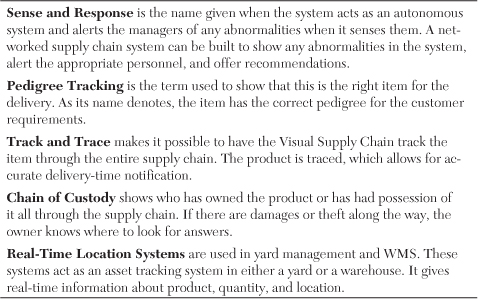
Table 3-1. The Five Categories of Real-Time Information Used by an RFID System
RFID technology is growing exponentially. More than 2.35 billion tags were sold globally in the year 2009: 200 million were used in the apparel industry, 105 million were used in the tagging of animals, 1.7 billion were used in factories, warehouses, hospitals, and other companies, and finally 350 million RFID tags used as tickets in transportation.(1) The RFID industry is expected to exceed $8.25 billion by the year 2014. This represents a 14% compound annual rate of growth for the 5 years 2009 to 2014.(2) The greatest growth will come from the Real Time Location Systems (RTLS) segment of the industry, representing baggage handling, animal ID, and item-level tagging in fashion apparel, library systems, consumer packaged goods supply chain, and retail systems. This segment of RTLS is forecasted to grow by 19% in the next few years.(3) When planning an RFID initiative, it is helpful to see how it has improved supply chain sustainability and competitiveness. The following paragraphs illustrate the advantage of RFID in several different industries.
The Apparel Industry—The apparel industry is expected to grow by 14% in the next few years.(4) Apparel and laundry companies globally used 200 million RFID labels in the year 2009.(4) The following is a list of the process improvements initiatives and metrics for the apparel industry:(4)
• The companies that use RFID in the apparel industry have experienced a 14% increase in sales. The biggest reason for the sales increase was the quick availability of the stock. With so many items in a retail store, a sale can be lost because the needed item is either in a different location or in the receiving room and the sales clerk cannot find it, or the customer just assumes the product is unavailable.(5)
• Their labor cost has been reduced by 30%. Fewer people are needed in the retail location because of increased accuracy and speed of the process.(1)
• Their inventory accuracy has increased by 27%.(5) This is brought about through the removal of human error. The people stocking and receiving are at the mercy of the accuracy of the tags that label the product. This is where the error can occur. Even this can be automated to a great degree.
• Inventory accuracy has increased to 98%-plus.(6)
• The system also delivers a 99% visibility to the supply chain.(1) This visibility is very important to the service level and performance of the company as described in Chapter 15, “The Visual and Visible Supply Chain.”
• Visibility has also allowed the inventory to decrease by 15%. The enhanced visibility allows for faster receiving and better planning in cross-docking the received product.(1)
• On the average of all the industries sampled, the return on investments was three to four months.(1)
• Process improvement is measured by a number of metrics, as explained here:(1)
• The system tracks every item from the time it is received until point-of-sale.
• It facilitates stock replenishment within minutes of a sale, thereby improving inventory accuracy and maintaining available stock on the selling floor.
• Because the RFID tags do not require line-of-sight, they can be used for cycle counting. Livingston American Apparel reported that what used to take 120 hours now takes only 15 hours.
• Bloomingdale also confirmed this by stating that with item-level RFID scanning, the inventory counts time decreased by 96%. Item-level scanning of 100,000 items used to take 53 hours and now it is done in 2 hours. On average, 209 items could be counted in an hour with the bar coding UPC process. With the RFID process, 4,767 items are counted in one hour. Bloomingdale can count the inventory 26 times over with RFID in the time it takes to count the inventory once with the UPC system.
• There is a definite reduction in man-hours required for restocking. This results in increased man-hours available for customer interaction.(6) The increase in efficiencies is because RFID has allowed for an increased in-stock position and shelf-level accuracy, more efficient backroom replenishment, a 50% improvement in response time to identify and resolve in-transit problems, a 20% reduction in excess product/safety stock inventory, a 20% reduction in container fleet, up to 90% improvement in reliability of delivery time windows, elimination/early detection of product theft, and elimination of the historical 10% to 15% human error rate associated with manual work processes to capture and enter data.(6)
The Animal Industry—The tagging of animals (such as pigs and sheep) is growing strongly as it becomes a legal requirement, with 105 million tags being used for this sector in 2009.(7) RFID tags will facilitate the collection of performance information following slaughter or death, a function that was far too labor-intensive and prone to error using the previous visual tags.(8) The industry as a whole will benefit from an increase in the capacity to trace sheep and lambs through the market chain and facilitate the collection of better data on characteristics such as carcass quality, superior rams, and increases in productivity.
Viewing RFID tags as an investment in tools and not strictly a cost is a key to success.(8) RFID systems can facilitate savings in labor costs by making various management chores more efficient. Improvements in flock health and productivity are made possible by applying RFID systems and flock management software. This, in turn, provides the capability to analyze production information gathered and stored electronically from individual animals.(8)
Over one-third of the calories in an ordinary American’s diet come from honey bee–pollinated food—including a wide variety of fruits, vegetables, nuts, and berries.(9) RFID tags are used to monitor the beehives. By applying RFID to their processes, beekeepers, industrial buyers, and producers can get real-time visibility into the complete production chain.(9) A solution from Apitrack, for example, includes RFID tags, hand-held RFID readers, and software that allow users to collect production data from extraction rooms, fractioning rooms, and warehouses. The result is real-time data that can be used for the traceability and safety of honey, wax, and pollen.(9) Another benefit of RFID tags is tracking for diseases such as mad cow disease. When the rancher learns through the tracking system which herd the disease came from, he will not have to destroy the entire herd. The productivity of cow milk production has also been increased by the use of RFID tags. In one estimate, users claimed that their productivity was three times the national average.(10)
The Auto Industry—Misplaced or lost containers is a major problem in the automotive industry. When a container with critical parts is lost, it results in a loss of time and cost for reordering. It is estimated that the loss of parts in the auto industry costs $750,000,000 per year. To fix this problem, location, content, MSDS, and other data need to be stored. UPC does not offer this solution but RFID does. The industry might eventually phase out the UPC solution in favor of the total RFID solution for container and parts marking. The North American transmission plant, Balluff, saved $2 million per year from their automatic RFID tool management system.(11)
The Healthcare and Pharmaceutical Industry—The necessity for immediate care and medication for patients prompted the need for RFID in the healthcare and pharmaceutical industry. With RFID in the supply chain, these speedy transactions could bring a potential cost savings of $2.6 billion a year. Another benefit is the capability to keep the supply chain visible and used in a collaborative way to share demand information. This demand and supply information can be focused on medications that are critical to the activity of the clinic, pharmacy, or hospital.(12) One of the greatest benefits in the healthcare industry is the use of RFID to have better security through the Track and Trace techniques. Here are a few examples of enhanced functionalities from different perspectives:
• Event Driven—This is the true visible supply chain scenario in which an item may be getting close to an expiration date and still fill the shelves. The product may begin to increase or decrease in sales in the desired supply chain. These events and others will signal the supply chain operator that the questionable or bad event is about to happen. This is referred to as Opportunity Management due to the opportunity to correctly manage the supply chain.
• Pedigree Tracking—It is now possible to track the logistics of the supply chain to decide whether the correct item is delivered. In the pharmaceutical industry, this is very critical because it aids pharmacists in ensuring prescription accuracy.
• Trace and Track—This term really applies to the visible logistics network. The information here is mostly used to see where in the supply chain the product is. This improves delivery timing accuracy and ensures that receiving departments are properly staffed.
• Chain of Custody—This tracks ownership and location of each product. Each person who has received the product will be identified. If there was any tampering or theft of the product, each point of ownership will be identified.
The Logistics Industry—The advantages of RFID in the logistics industry is greatly enhanced through the use of sensor technology. Sensors are used to measure the following:
• Temperature within the shipping period can be measured. If the temperature has gone outside the limits set for the item, the amount of time spent outside the acceptable range is recorded. This can minimize spoilage of perishable goods.
• The humidity can be measured for items like plants that need or don’t need to be in a humid environment.
• Light can be measured on the product. In certain cases, as with bacteria or film, the product will need to be in a dark environment.
• Vibration can be measured to account for certain product defects.
Warehouse Management Systems—Warehouse management systems can be greatly enhanced in the use of RFID. Not only can employees learn what is in the bins at a faster rate, but they are also notified in real time of what is in inventory. To truly automate the warehouse, RFID tags can be placed in the concrete of certain areas of the warehouse. As the forklift travels over the designated points and unloads the pallets in the location with an RFID tag on the floor, the activity is recorded. The forklift’s onboard computer also knows what products are being stored or loaded at each location. Automatically assigning item, quantity, and location to all pieces in a warehouse cuts down on loss and allows for date-stamping for goods that are perishable. This aids in the creation of a true first in, first out environment.
Supply Chain Management—The supply chain and the movement of supplies can represent 50% to 80% of the cost of the procedures in the healthcare industry. Supplies are the second-leading cost to hospitals after labor in providing patient care. Managing supply chains in healthcare has been a neglected area in efforts to improve efficiency and save costs. The purchase of goods and services can account for 50% to 80% of a company’s expenditure. Purchase and supply chain management has to play an important role in cost-reduction programs. This role, however, should not be restricted to obtaining price reductions from suppliers but should also be extended to more constructive areas in which the participation and involvement of purchase and supply chain management is of immense importance. This involvement of RFID extends to the technology solutions of the supply chain using VMI, CPFR, and the rest of the technologies.
The Bullwhip Effect—The level of uncertainty between demand from the retailer to the distributor to the manufacturer and to the raw material producers increases, beginning with the retailer. This also means that the level of safety stock at each stage must increase. RFID, through item level, helps minimize this effect. The bullwhip effect is significantly reduced by sharing information and collaborating with the suppliers.
Replenishment Policies—This is the decision-making policy of the company in determining the frequency of arrivals and the size of the orders. The size of the orders is also determined by the EOQ policy or the minimum inventory policies of the supplier or the distributor. RFID will improve the inventory performance by making the item-level detail more visible to the trading partners.
Asset Life Cycle Management—Asset Life Cycle Management tracks maintenance, quality issues, safety records, and the lifetime before replacement. Airbus is using RFID to track thousands of key components from the time of purchase until they are placed on the plane. The entire life cycle is tracked, including repair and maintenance records. This gives an excellent database of which vendors and which parts have the best quality records. If certified with the suppliers, this information will show them how they are doing on their partnership agreement and whether or not they are meeting the key metrics.
RFID Used in Manufacturing—The greatest success stories come from the process of labor movement in manufacturing. A good example of the RFID improvements is the system installed in Johnson Controls. It synchronized the assembly of seats with the RFID tag under each seat. The computer knows which seat is coming to each cell of operation. The operator does not have to move because, even though each seat may be unique, the computer knows exactly when the seat will hit the cell, and the appropriate material for the worker will have been previously delivered. This is true just-in-time production. The amount of time saved by Johnson controls is significant. They can produce multiple models of car and truck seats on the same line without having to worry about grouping or staging until it gets to the final ship designation. This allows them to produce on one line what would have taken multiple lines. If no modifications are required at the station, the conveyor simply passes the operator without stopping.
The Gaming Industry—RFID is being used in the form of the Progressive Table Link in Las Vegas casinos for enhancing the efficiencies of the gambling operations. The information gathered does the following:(13)
• Gives the average bet per table and per user
• Shows the high and low wagers
• Gives the casino manager an idea of the bet spreads
• Alerts the manager of a run by a customer (the customer may be counting the cards)
• Ensures that the casino will not have to invest in numerous pit clerks because the customer realizes the casino is aware of the betting strategy
The Jewelry Management Industry—The best part of the technology in this industry is the labor and asset savings of expensive inventory. Employees can use an RFID hand-held gun to scan the cases for inventory. Each piece of jewelry has an RFID tag. Inventory counting can be enhanced by 90% to 96%. The next step is to use an RFID shelf. The RFID shelf has readers in the shelf, and the employee or manager can always see the inventory count. The final design for the RFID inventory of jewelry is to have a large antenna underneath a flat surface. Each time the jewelry is placed against the flat surface, the system will read the tag. As many as 250 small pieces of jewelry can be picked up by the reader. Multiple antennas can be placed so that each time a piece of jewelry is taken from the shelf, it is recorded. The system can be hooked up to alarm or security cameras.(14)
With the integration of Business Intelligence, it is time to begin the process of Autonomic Supply Chain Management. For competitive reasons, company names are not used in the following sections. Following are some examples of process improvement efforts.
An apparel company in Mexico was taking inventory and had experienced yearly losses in the inventory count. The inventory inaccuracies were not because of theft. They had the correct procedures in place to adhere to good practices. The problem existed because the ordinary worker did not want to do extra duties to make the count perfectly accurate. The last count showed a shortage of $400,000. They were interested in an RFID system that would use apparel tags to identify the products. The system upgrade would cost $100,000 with a return on investment of three months. The system not only saves in labor, but also prevents having to mark down old merchandise because employees could not find the product quickly enough to satisfy the customer.
Another system would allow the manufacturer to track 60-pound drums of paint from the manufacturers. The product needed to be painted as it rolled off the production line. Any shortage in the paint product could stall or stop the manufacturing process. This could cost over a million dollars an hour for a production stoppage. The RFID system would track the shipment and loading of the paint drums from the supplier, creating a visible supply chain where the manufacturer can plan production on existing or all new products received. The product accuracy is practically 100%. The product can be delivered with 90% accuracy to the hour. The fact that management can plan for a contingency observed in freight is a real advantage. The cost of the system would be no more than $300,000, and this would include all the appropriate software and hardware to run the entire operation. To date, a shutdown on the line happens approximately once every 18 months. Assuming a one-hour downtime, the yearly cost would be approximately $660,000. The break-even timeframe is six months.
In the correctional system, prisoners are identified with wrist badges. When they are traveling through the court system, approximately once or twice a year a prisoner will exchange wrist badges and leave earlier than allowed. These mistakes cost the legal system about $125,000 to correct. The system necessary to avoid this in the future costs about $150,000. Considering a once- or twice-a-year incidence, the ROI would be less than a year. The system proposed would have a wristband with an RFID tag on the prisoner’s wrist. This would be coupled with a 2-D biometric facial recognition system. The system is specially designed for RFID tags and to work in concert with the technology. If the prisoner takes off or swaps the wristband, it will not work through the system’s scanner and will signal that something is wrong. If the tag were to be enabled on another person, the scanner would tell the guard that the prisoner has the wrong ID. This is definitely a Lean and Green Savings.
Case Studies of Two Industries: The Medical Environment and the Distribution Industry
These are case studies that talk about the benefits of using RFID in the hospital environment and a distribution environment. The names of the companies have not been disclosed for privacy considerations. The name of the consulting firm was mentioned with the permission of the owner, John Baker. The case studies were chosen because of the connection to the Lean and Green theme of using and wasting fewer resources.
Case Study: Medical Environment
This section is about a case study of the hospital system. In 2007, SIMS was created to address the problem of the inefficient use and control of costly surgical equipment. During research, it was discovered that risky surgical operations were often interrupted by the absence of the right equipment necessary to complete the procedure. It was further discovered that the reason for the absence was not due to the lack of preparation, but was instead a direct result of an antiquated inventory management system. In addition to lost time and in order to compensate for the inaccurate system, hospitals are forced to house an inflated inventory of equipment. There are even times when equipment is simply confused with loaned items and must be tracked down or replaced.
It was therefore decided that SIMS should use RFID technology to produce and implement a surgical-instrument inventory management system in order to help the healthcare industry focus more time and money on patient care. Through the use of SIMS products and services, a healthcare facility will be able to provide surgical services more efficiently and at lower costs. Currently, the use of RFID technology in the healthcare industry is limited to a few examples. If implemented properly and with the right commitment, the use of this kind of technology can provide unmatched differentiation from competitors. The ideas presented in this proposal are just the beginning of many RFID programs that can save hundreds of thousands in inventory and lost productivity cost.
It is estimated that as much as three times the necessary amount of surgical equipment is purchased and housed in a hospital in order to compensate for the lack of asset-tracking efficiency. This leads to inflated annual capital expenditures and higher monthly carrying and maintenance costs. With an average of one million dollars in inventory, this problem costs hospitals hundreds of thousands of dollars in underutilized equipment alone. Additionally, thousands are wasted each month through carrying and maintenance costs.
A much more critical problem is the unexpected delay in the operating room. It is true that surgeons are highly trained professionals who are very thorough and avoid rushing. It is also true, however, that extended delays due to unexpected equipment problems add to the risk of the procedure. This risk can manifest itself in various ways. Surgeons are human and can become distracted in these situations, which may lead to mistakes. Additionally, more medications, like anesthesia, are needed to keep patients stable, which may lead to side effects.
Operating rooms are technologically complicated environments that employ highly trained and compensated professionals. At a cost of hundreds of dollars per hour and with an estimated 1,500 operations per year in lost minutes per procedure, this can add up to tens of thousands of dollars per year.
Surgical equipment is very costly. A simple pack of drill bits may cost more than $20,000 to replace. Lost or misplaced equipment can cost a hospital hundreds of thousands in replacement capital. Even if the lost equipment is found, the time and money expended for retrieval add thousands to the bottom line.
Savings Estimation
Based on the inventory reduction assumption, the initial saving is $150,000 excess inventory × 50% reduction = $75,000. The 50% inventory replacement assumption brings $22,500 savings from the $45,000 cost for instrument replacement × 50%.
According to conversations with the hospital, employee time savings could approximate 300 hours or $12,000 per year. Surgery time saved during operating procedure is $16,875 from the 5 minutes per surgery × 1,500 surgeries per year × $2.25 per minute. The savings in sterilization is an approximate number based on the following logic in calculations.
The sterilization machine is usually filled in with four sets of instruments or 100 instruments before it is operated (per the hospital estimation). The research team assumed conservatively that currently (without RFID technology) each surgery would consume two standard sets of instruments on average. Thus, two surgeries would be necessary to fill in the sterilization machine. Hence, there are approximately 750 sterilization cycles per year from the 1,500 surgeries per year / 2. The research team assumed that RFID project implementation would reduce instrument waste per surgery by 50%. Therefore, one set of instruments instead of two would be consumed in each OR procedure. This brings down the sterilization cycles per year to 375. Based on the $50 assumption in sterilization savings, the total number is $18,750 from 75 runs per year × $50. Total savings per year is estimated to be $70,125.
ROI
During the first year of the project, total costs would be higher because of the initial investment needed. The total cost would be $208,200. This would be somewhat offset by a higher savings amount during the first year of $145,125 from the $75,000 initial savings + $70,125 yearly savings. A negative cash flow of $63,075 is expected during the initial year of the project.
After the first year there is a constant cost flow of $25,500 and a savings flow of $70,125 per year. The final result for the ROI estimate based on the assumptions in this project is 2.4 years.
Case Study: Distribution Industry
Executive Summary
The distribution company has a long history of delivering quality products to their customers. Even though the location falls within company standards, the desire is to seek a way to create more efficient movements in order to save money. Areas where this might be possible include broken, damaged, and lost inventory (BD&L), inventory knowledge, and warehouse organization.
After these possibilities were investigated, solutions were found that would reduce labor costs, carrying costs, and BD&L. The first solution is using RFID at the pallet level. This would allow a quicker and more accurate counting of the inventory on hand. The second solution would be to have RFID at the case level, which would further enhance quickness and accuracy. The third solution would be for back-stock gravity-fed shelving. This would not only help with the FIFO rotation of stock but also make everything more accessible.
The recommendation at this time is that distributor institute a pallet-level RFID solution. Other solutions could be implemented at a later date when the RFID has proven itself.
Current Situation
Statement of Problem
Managing efficiencies within an organization is an ongoing process. Being more efficient will lead to cost savings and, in return, increased profit. Within all organizations lie certain inefficiencies that leave room for constant improvement. These inefficiencies cost companies millions of dollars each year. By implementing some relatively inexpensive processes, in relation to the current overall losses, companies can vastly improve their bottom line. In the case of the distributor, there are three such areas in which improvements can be made that could result in significant cost savings, leading to higher profits for the company as a whole:
• Broken, damaged, and lost inventory (BD&L)
• Inventory knowledge
• Warehouse organization
The first area that needs to be addressed is that of broken, damaged, and lost inventory (BD&L). Last year the distributor lost $189,400 due to BD&L.
As shown in Figure 3-1, nearly half of that loss was due to outdated products. Another 45% of total BD&L was due to reworkable or damaged inventory. The remaining 6% is due to lack of demand for a new product and inventory that has been lost.

Figure 3-1. Cost associated with BD&L
The second major area in which inefficiencies exist is in the area of inventory knowledge. Currently, a daily inventory of all products in the warehouse must be taken in order to ensure that inventory is being properly tracked. If this knowledge could be gained instantly, not only would the company save on labor expenses, but also efficiency could be gained in restocking products.
The third area where efficiencies could be improved is warehouse organization. Because products are date sensitive, the company operates on a first in, first out inventory control method. (See Figures 3-2 and 3-3 for warehouse setup and product flow.)
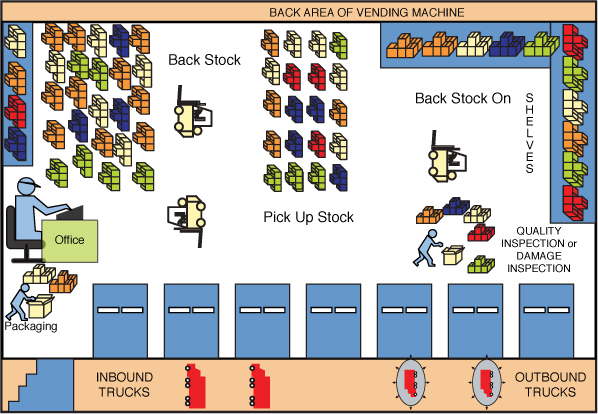
Figure 3-2. Current floor plan of the distributor
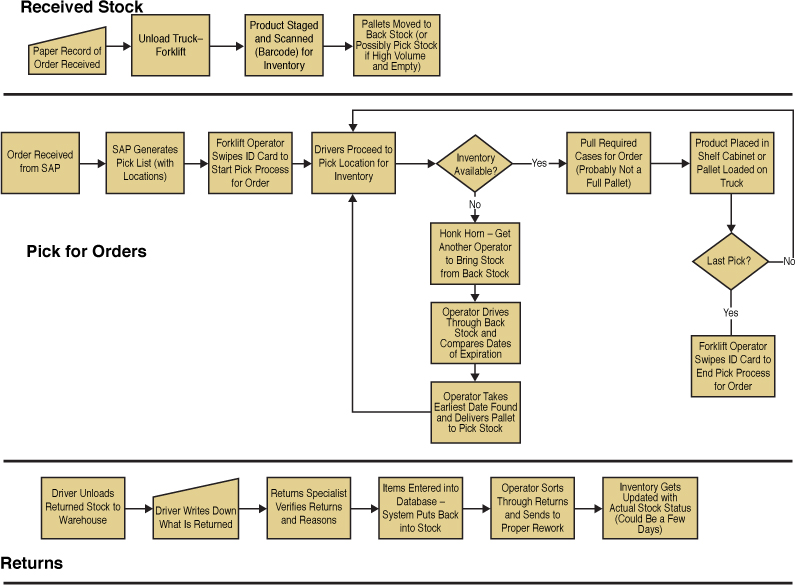
Figure 3-3. Current process map of the distributor
Currently, orders are fulfilled from the picking area in the central location of the warehouse. When the inventory in this area becomes low, a horn honk from the picking forklift operator signals to another forklift operator that more inventory is needed. The forklift operator must then go to the picking area to find out what is needed to be stocked. That driver then searches the back-stock area for the needed product with the oldest expiration date and then proceeds to refill the pick area. This is where efficiency can be created. Because none of the back stock is in a specific order, the oldest products are not always sent out first. If these older products are not used by their expiration date, they must be disposed of, resulting in BD&L.
Scope of Analysis
After the processes at the enterprise warehouse have been collected and examined, options have been compiled that could create efficiencies resulting in cost savings. One option involves implementing an RFID inventory control system on the pallet level, and another option exists in moving one step forward with RFID on the case level. In regard to warehouse organization, a complete reorganization of the warehouse to a gravity-fed inventory control system will offer one more option for increasing warehouse efficiency. These processes set forth individually or in combination will offer cost savings to the company now and into the future.
Goals
• Reduce labor-related costs by 10% by May 2010.
• Reduce the costs associated with BD&L by 25% within a one-year period.
• Reduce inventory 20% through better inventory control methods.
These goals would result in bringing the warehouse above company standards and make it the model for the enterprise across the nation. Implementing RFID would help to achieve these goals.
RFID
With properly planned cost analysis research and implementation of an RFID application system, items may be tracked automatically and without human intervention. This will minimize time involved in identification processes, and with high integrity of data capture. In today’s enterprise supply chain management, this could tremendously improve the efficiency of inventory tracking and management, while reducing the cost of inventory management and property of ownership.
RFID on the pallet level offers many benefits such as its easy implementation and low-cost way to do basic inventory tracking while making it possible to send out the oldest products in the back stock first, reducing BD&L. Another benefit this solution offers is that it makes employees’ tasks within the warehouse much more streamlined. Instead of having to manually receive the orders for picking, they can receive this information instantaneously from a monitor on their forklift.
The major drawback of RFID on the pallet level is rectified with the major benefit of RFID at the case level. It is a common practice to split up pallets in order to fill uneven orders. Because of this, some inventory will still have to be entered manually when RFID is done on the pallet level. If the distributor would decide to move forward with RFID in the future on the case level, the manual inventory tracking step could be eliminated. However, this step would be much more costly to implement due to the fact that the tags would have to be integrated into that packaging by the manufacture. Another drawback of this RFID solution is that when a tag is in extremely close proximity to a metal or liquid, it could possibly malfunction, causing an inaccurate inventory reading.
Gravity Flow Roller System
If the gravity flow system were implemented, it would offer several benefits. The major benefit is that this system, in combination with RFID, would streamline the distributor’s FIFO inventory-control method. By guaranteeing that the oldest products are constantly being pushed to a central location near the picking area, the center could once again decrease BD&L. This option also offers added benefits to workers. Because the bulk of the inventory is on rolling racks, it can be moved with ease. This also makes the work environment much safer by reducing the probability that a pallet could be dropped by a forklift. The drawbacks of such a system include implementation costs and the need for a large amount of space. However, even with these drawbacks, this system offers the company an easy way to become more efficient.
Recommendation
RFID Implementation
The corporation could improve its operations in several ways. An RFID system needs to be implemented in the plant. Further, the company will need to install an RFID printer to print the tags it chooses to use. The distribution center will also need to supply employees with RFID hand-held readers and mobile applications so that products can be tracked instantaneously.
The company will also need to rework the current forklift process in the facility. The company currently has five forklifts that will need RFID readers installed on them. There are three single-forked units and two double-forked units; the double-forked units will need external antennas installed on them so that they can read both pallets at one time. Finally, all forklifts will need floor-facing antennas installed. It is also recommended to install two single-facing, ruggedized enclosures and four double-facing ruggedized enclosures on each dock door. Figure 3-4 shows the proposed setup of the RFID portals. Venture Research, Inc., proposed five RFID portals at the loading docks. The ruggedized enclosures will be placed at the five dock doors per the drawing in Figure 3-5. The current warehouse setup will remain the same.

Figure 3-4. Floor layout map after RFID implementation
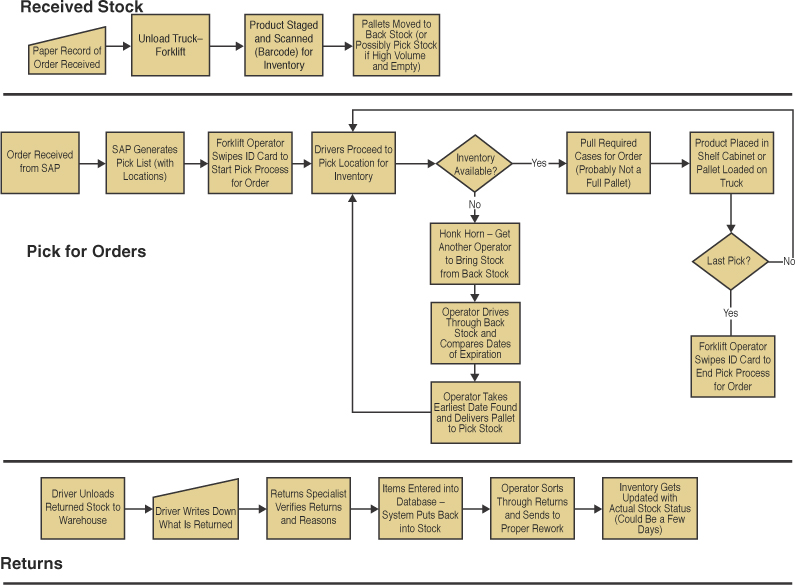
Figure 3-5. Process map after RFID implementation
The corporation will need to instruct employees about how to handle RFID tags and how to implement the process. Therefore, they should provide 1,000 floor tags and instructions for personnel. It’s also recommended to provide 100 shelf tags for installation and install extra on an as-needed basis. The distributor will need to have a running server at the location, and a SAP interface will need to be written and mapped out so that the RFID software will work with the current software.
Product-flow efficiency will improve after RFID implementation. Tags will be placed on each pallet as it arrives in the warehouse. These tags will be scanned and pallets will be placed in back stock or pick locations as needed. The RFID scanner on the forklift will provide the product location with expiration date information. The forklift drivers will save a significant amount of time by not searching for product. The forklift driver will locate the product with the closest expiration date and place it in the pick line. The more efficient rotation of stock should result in a 50% reduction in outdated products cost. Labor efficiency will be improved for both the forklift operator and the person waiting for product to be restocked on the line. Figure 3-5 shows the new process map after RFID is implemented. It also gives a better indication of the flow of the process.
Information provided courtesy of Venture Research, Inc. Copyright 2003–2011
Cost Structure of RFID Implementation
Table 3-2, provided by Venture Research, Inc., is a summary report of the cost of the RFID system implementation in the warehouse. According to this table, the total cost of implementation would be about $151,909.83. This calculation is based on provided information and assumptions from 2009. The pricing is for educational purposes only and is not representative of current industry pricing. This cost includes system design, installation, equipment, software support expenses, training, RFID tags, and shipping.

Table 3-2. Cost of System Design and Installation
Return on Investment
The return on investment of the RFID system is based on the following assumptions:
• Outdated product loss will decrease at least 50%.
• Labor efficiency will be increased by 10% minimally.
• Inventory will reduce by 20% minimally.
Table 3-3 illustrates the savings listed in this paragraph. The warehouse had $93,690 in outdated product last year. The system would tell employees exactly which pallets to pick. In doing so, inventory rotation would be managed in a more efficient manner. This improved process for inventory rotation could result in a 50% reduction of outdated products. This reduction leads to an overall decrease of 25% of total BD&L, which would be a savings of $46,845.00 per year. The system also represents a Green Savings of $46,845 due to less waste to dump bins or salvage yards.
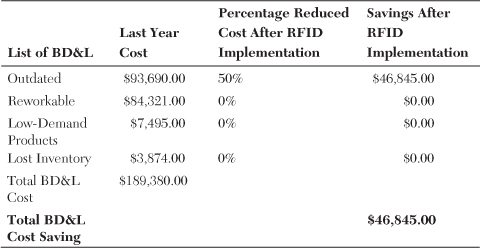
Table 3-3. BD&L Inventory Savings Every Year (Based on Last Year Data)
RFID, by its nature, would require less handling of the inventory. Everything would be scanned when it arrives, and the floor tags would be scanned when the product is placed in the warehouse. This would lead to a reduction of labor and less time needed to fill the orders. The daily manual inventory would also be reduced. Implementing RFID should allow for a reduction in workforce of at least one person and, at minimum, eliminate at least 50% of overtime costs. Using an average rate for warehouse salaries of $36,000 per year, labor could be reduced by $50,040 per year. This does not take into consideration the savings in employer taxes and employee benefits. This would result in a 10% reduction of labor costs within the first year after implementation. Table 3-4 shows the per-week and per-year comparisons.

Table 3-4. Labor Cost
Savings
Industry standard for inventory carrying costs is 20% or more of total inventory. RFID could provide the opportunity to reduce inventory by at least 20%. The reasoning behind this reduction is due to increased inventory knowledge. At any given time, the system can show exactly what products are in stock. This will lead to more efficient ordering processes from the warehouse to the supplier. The warehouse typically carries a baseline inventory of one million dollars. A 20% reduction of inventory results in an inventory balance of $800,000. The $200,000 inventory no longer carried will result in a $40,000 savings in inventory handling costs using a conservative 20% savings. Table 3-5 shows the reduction in inventory after RFID, and Table 3-6 gives the total savings of RFID.
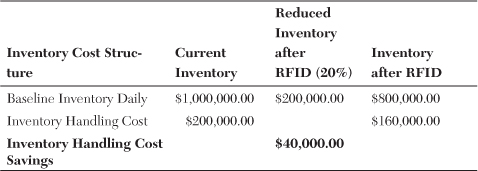
Table 3-5. Inventory Handling Cost Saving

Table 3-6. Total Return on Investment (ROI) from Direct Savings
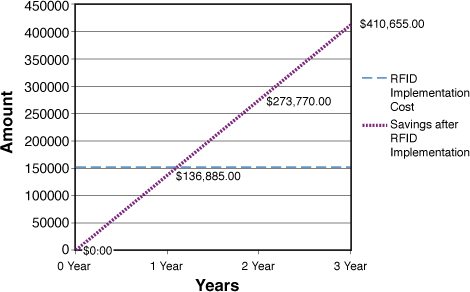
If all the savings in year one are added together, the result is a cost savings of $136,885. The total cost to implement RFID would be $151,910. The chart in Figure 3-6 shows that the timeline for the ROI would be just over one year.
Indirect Cost Savings
Implementation of technology results in both direct (hard) and indirect (soft) cost savings. The RFID equipment will reduce the amount of time the office staff commits to daily inventory. It should also assist in reducing the amount of redundant paperwork that is in the system.
Future Recommendations
While the distributor should take the preceding recommendations currently, there are also steps they should look to in the future to help further improve their efficiency and product locating. First, the company should look at installing a rolling rack system. The gravity flow pallet rack is a storage system driven by gravity. The system will work particularly well with the FIFO system that the company employs. It will allow pallets to move through the warehouse on industrial shelves, which will give employees easier, faster access to products. There is an integrated braking system that slows the pallets to a stop so that they don’t hit each other and ruin products.
The other recommendation is to implement RFID at the case level instead of the pallet level. This will allow the company to better track products, as pallets are often mixed with different products that the company offers. Currently, there is no way to actually tell which product is going out or coming in, but RFID at the pallet level is a great start.
References
(1) http://www.mcpressonline.com/application-software/general/have-you-looked-at-rfid-roi-lately.html.
(2) http://www.abiresearch.com/press/1618-RFID+Market+to+Reach+$5.35+Billion+This+Year.
(3) “ABI study: Some parts of RFID market will see nearly 20 percent growth through 2014,” http://rfid24-7.com/rfidtalk/?p=90.
(4) http://www.idtechex.com/research/articles/rfid_market_forecasts_2009_2019_00001377.asp.
(5) http://www.adt.com/wps/wcm/connect/d2a5c98040a2914f9f78bf01a894c517/CR-ADT-101Final.pdf?MOD=AJPERES.
(6) I will talk first about the tangible benefits in apparel from RFID: http://www.apparel.averydennison.com/products/rfid.asp.
(7) http://homelandsecuritynewswire.com/rfid-market-reach-556-billion-end-2009.
(8) http://www.canadaid.com/producers/documents/RFID_Decommisioning_QA_V5.pdf.
(9) http://rfid.thingmagic.com/rfid-blog/?Tag=Agriculture.
(10) http://www.rfidjournal.com/article/print/7621.
(11) http://xerafy.com/sites/default/files/resources-files/Read%20on%20Metal%20RFID%20for%20Automotive_0.pdf.
(12) “RFID Technology: Implications for Healthcare Organizations,” American Journal of Business, http://www.bsu.edu/mcobwin/majb/?p=627.
(13) http://homelandsecuritynewswire.com/rfid-market-reach-556-billion-end-2009.
(14) http://wn.com/Jewellery_RFID_Management_System_In_Action_Cantonese.