7. HeidelbergCement: Technology Choice Under Carbon Regulation

This case was written by David Drake, PhD candidate, under the supervision of Paul R. Kleindorfer, the Paul Dubrule Chaired Professor of Sustainable Development, and Luk N. Van Wassenhove, the Henry Ford Chaired Professor of Manufacturing and Academic Director of the INSEAD Social Innovation Centre. It is intended to be used as a basis for class discussion rather than to illustrate either effective or ineffective handling of an administrative situation.
While some information has been altered to preserve confidentiality or improve educational value, modifications have been made in a manner that preserves the integrity of the managerial situation described.
Copyright © 2010 INSEAD
The cost advantages of China would almost double as a result of...CO2 expense, making competitive domestic [cement] production in Europe no longer an option.”1
—Dr. Bernd Scheifele Chairman of the Managing Board, HeidelbergCement
1 HeidelbergCement press release, “HeidelbergCement anticipates threat to cement locations in Europe as a result of EU emissions trading plans,” October 24, 2008.
In September 2009, Rob van der Meer, Director of Public Affairs for the Environmental Sustainability Group at HeidelbergCement, travelled by train from his office in Brussels to a meeting with the International Energy Agency (IEA) in Paris. While the TGV streaked southward under the late summer sun, van der Meer reflected on the extent to which the cement industry had changed over the last decade—a relatively short time in a sector where investments often endured for fifty years or more.
From the time of the UN Climate Change Conference in Kyoto in 1997, the industry had moved inexorably towards a carbon-sensitive future. The Kyoto Protocol that resulted from that conference had led to the implementation of the European Union Emission Trading Scheme (EU-ETS) in 2005, the world’s first carbon cap-and-trade regulation. By 2008, van der Meer had helped HeidelbergCement reduce carbon emissions by 18% relative to 1990 levels, the EU-ETS designated baseline year.
While it remained unclear whether the implementation of the EU-ETS would succeed in reducing long-term global emissions within the industry, it certainly changed the nature of competition. EU-ETS regulation subjected only those plants located within the European Union to carbon regulation. Offshore plants could import cement into the EU without facing carbon costs. Freely allocated emissions allowances would shelter the industry from this asymmetry until 2013, when the EU planned to implement Phase III of the ETS. At that point, anticipated increases in carbon costs along with a reduction in emissions allowances threatened to expose EU plants to offshore competition, a threat that transport costs had historically inhibited.
Given the carbon-intensive nature of the industry’s core process—the production of “clinker”, the primary material in cement—van der Meer was uncertain how much more improvement could be achieved. To produce clinker, firms exposed limestone to temperatures up to 1,450°C, which required substantial energy. The chemical processes that limestone progressed through and the fuel consumption required to attain the necessary temperatures were responsible for roughly 90% of the industry’s carbon emissions.2 Adding projected Phase III carbon costs to the emissions resulting from this process alone would increase conventional material and fuel costs by an estimated 60%,3 burdening the European cement industry with a tremendous disadvantage relative to firms producing off shore.
2 Calculated from the 2009 HeidelbergCement Sustainability Report, the European Cement Research Academy State of the Art Paper #1 and #2, and the GHG Initiative Protocol’s emissions from purchased energy estimates.
3 Estimated from data collected from HeidelbergCement’s 2008 annual report, HeidelbergCement’s 2009 Sustainability Report, and a projected phase III allowance price of €30 per tonne of CO2.
Van der Meer glanced out of the window at wheat fields that hurtled by in an amber blur. Recognizing the enormous challenge posed by unregulated imports as of 2013, he felt the weight of the carbon stakes.
History, Growth and Landscape
With recipes recorded in 25 BC by Vitruvius linking its origins to the Romans, cement has fuelled the development of nations, empires and economies for millennia. Although cement’s production technology and scale have evolved dramatically since that time, the principal ingredients and production methods have remained largely unchanged; limestone is heated to extreme temperatures to form a material known as clinker, which is then ground to a fine powder to be mixed with water and shaped into durable structures.
Evidence of cement’s ancient origins can be found within the coliseums and forums whose construction it enabled. It can also be found in HeidelbergCement’s own facilities, where tunnels bored through limestone during the age of the Roman Empire pepper the cliff-like walls of quarries, dwarfed now by the capabilities of modern technology.
The History of HeidelbergCement
Founded in 1874, HeidelbergCement began humbly with Johann Schifferdecker’s purchase of Bergheimer Mühle, a mill located in Heidelberg, Germany, that he converted into a cement plant. In 1901, HeidelbergCement engaged in its first merger and acquisition activity, combining operations with Mannheim Portland Cement.4 The firm weathered the global downturn during the Great Depression and recovered to surpass one million tons of annual cement production for the first time in 1936. Despite its growth, HeidelbergCement operated exclusively within southern Germany until the late 1960s.5
4 Heidelbergcement.com/global/en/company/about_us/history/1873_till_1926.htm
5 Heidelbergcement.com/global/en/company/about_us/history/1927_till_1972.htm
In 1968, with the purchase of 35% of Vicat Cement of France, HeidelbergCement made its initial foray beyond German borders. This presaged a pattern of expansion into new markets through acquisition that drove HeidelbergCement’s growth over the following four decades. The firm entered the North American market in 1977 with the acquisition of Lehigh Cement, obtaining five plants in the process, which more than doubled when it purchased six plants from US Steel Corporation in 1980. With the end of the Cold War, HeidelbergCement expanded into Hungary and the Czech Republic by acquiring holdings in multiple plants from 1990 to 1992. It strengthened its established markets in 1993 with the purchase of the Belgian SA Cimenteries CBR, a multinational firm with operations throughout Europe and North America.
Over the period spanning 1995 to 2006, HeidelbergCement continued its expansion through acquisition, entering the Chinese market in 1995 through holdings in China Century Cement. It extended its reach through Eastern Europe and into Scandinavia with acquisitions in 1998 and 1999. Acquisitions followed in Indonesia and the Ukraine in 2001, Russia in 2002, Kazakhstan in 2005, and India and Georgia in 2006. It also grew capacity organically with a new plant in southern China and a joint venture in northern China in 2005.
In August 2007, HeidelbergCement acquired the British firm, Hanson plc, in the largest acquisition in the history of the building materials industry, selling its stake in Vicat and Maxit to partially fund the purchase. With Hanson established as one of the leading aggregates companies in the world, this event marked HeidelbergCement’s most significant penetration outside cement and into the complementary market of aggregates, positioning it among the industry leaders in the production of the two principal materials used in the manufacture of concrete. Composed of approximately 75% aggregates and 10% cement, concrete led all building materials in global demand.6 Following the addition of Hanson, HeidelbergCement pursued a corporate strategy based on dual pillars for external growth: the cement business in developing markets and North America, and the aggregates business in mature markets (including North America).7
6 Heidelbergcement.com/global/en/company/about_us/profile.htm
7 Ibid.
By the end of 2008, after integrating Hanson’s operations, HeidelbergCement employed over 60,000 people across 50 countries, producing and selling 89 million tons of cement.8 Its string of acquisitions contributed to HeidelbergCement’s financial growth, enabling the firm to achieve revenues of over €14 billion and operating margins in excess of €2.1 billion in 2008 (Table 1). From a single mine in southern Germany, HeidelbergCement evolved into the third largest cement producer in the world, behind Lafarge and Holcim. Its acquisition activity also contributed to diversification so that by the end of 2008 nearly half of its revenues originated from outside Europe, and from aggregates or other building products rather than cement (Figure 7-1). Notwithstanding, the European cement business continued to deliver nearly one quarter of HeidelbergCement’s top line.
8 HeidelbergCement 2008 Annual Report.
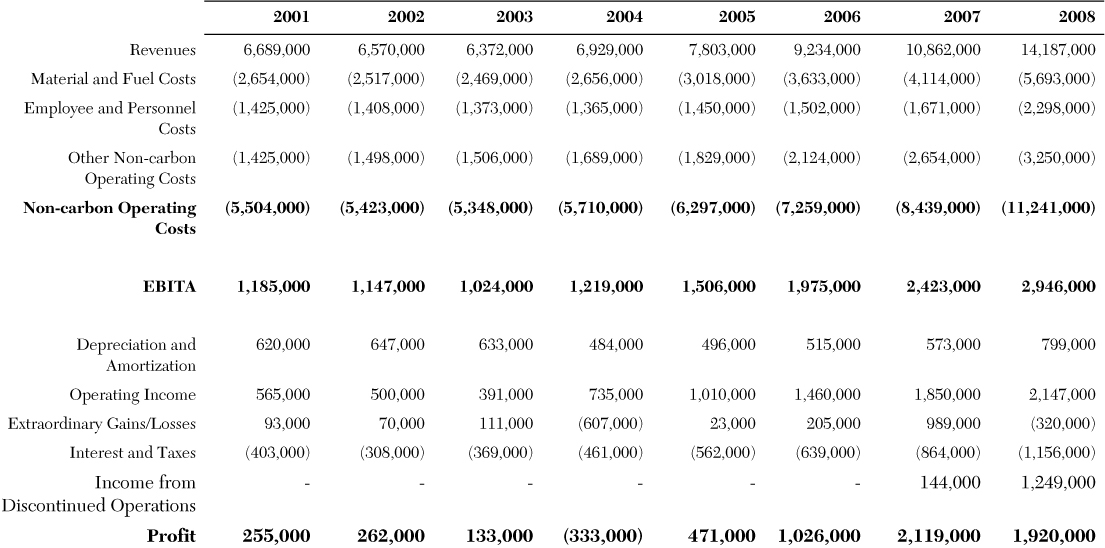
Table 1 Both revenue and EBITA more than doubled over recent years, with acquisition activity driving most of the growth.

Sources: FY08 Exane BNP Paribas report “Heavy Building Materials: Cements, Aggregates and Concrete”, and 2008 HeidelbergCement Annual Report.
Figure 1 Even after expansion into foreign markets, Europe still delivered over half of HeidelbergCement’s revenue, with Canada and the United States delivering over one quarter. Within Europe, the carbon-regulated sector of cement composed the largest segment of the business.
The Competitive Landscape
As a principal material in the development of national and industrial infrastructure, cement demand trended closely with economic development. The market, therefore, expected tremendous growth over the medium term from 2009 to 2020, with global demand of roughly 2,300 million tons in 2008, projected to expand to 3,560 million tons by 2020.9 Asia was expected to power this growth, accounting for nearly 75% of the expansion.10 In contrast, the developed markets in Europe and North America were expected to contribute less than 10% of the incremental volume.
9 Ocean Shipping Consultants, April 4, 2006 press release, Global Cement to 2020: Country-by-country Forecasts of Cement Supply and Demand.
10 Ibid.
Despite the somewhat commodity nature of cement products, the properties of cement itself tempered competition. Given its low profit margin-to-mass ratio and the widespread availability of limestone (the fundamental raw material), transportation of finished goods over significant distances often proved both unprofitable and unnecessary. As a result, the industry developed into localised “clusters” where a handful of plants would vie for and serve the regional market. Plants in a given market cluster remained fairly isolated from penetration by more distant facilities, despite potential production cost asymmetries. Due to this localised competition, the cement industry realised less than 7% of its global revenues through maritime imports.11 This cluster-based structure fostered entry barriers and a fragmented market, with the four largest cement producers—Lafarge, Holcim, Cemex and HeidelbergCement—accounting for over 480 million tons of production in 2008, or roughly 20% of global cement sales.12 Carbon regulation, as implemented through the EU-ETS, however, threatened to disrupt this industry structure, exposing European producers to an increased threat from overseas competitors.
11 Ocean Shipping Consultants, April 4, 2006 press release, Global Cement to 2020: Country-by-country Forecasts of Cement Supply and Demand.
12 2008 Cemex Annual Report, 2008 HeidelbergCement Annual Report, 2008 Holcim Annual Report, 2008 Lafarge Management Report.
The Emergence of a Carbon Economy
From Kyoto to Carbon Credits
Anthropogenic carbon emissions have grown dramatically since the dawn of the industrial age, increasing from 200 million tons of annual CO2 emissions in 1850, to over 30 billion annual tons by 2008.13 With a preponderance of scientific evidence linking the atmospheric concentration of CO2 and other greenhouse gases to climate change,14 the global community drafted a framework during the third UN Conference on Climate Change in 1997. Known as the Kyoto Protocol, this framework sought to limit emissions growth, requiring developed nations that ratified the Protocol to reduce their annual greenhouse gas emissions to at least 5% below their 1990 levels by 2012, with further and lower targets anticipated after 2012.
13 From Pew Center on Global Climate Change. (www.pewcenter.org/facts-and-figures/international/historical.)
14 “Working Group I Report: The Physical Science Basis”, IPCC 2007 Report.
The Kyoto Protocol outlined general mechanisms to achieve emissions reduction without mandating specific actions that committed parties, known as Annex I countries, would have to abide by. It did so by establishing national-level carbon emissions thresholds through the issuance of Assigned Amount Units (AAUs), emissions allowances enabling the owner to emit one ton of CO2 equivalent (CO2e) gas. Greenhouse gases other than CO2 were reduced to CO2e based on their global warming potential relative to CO2. The Kyoto Protocol called for a number of AAUs to be issued to Annex I countries equivalent to their aggregate emissions target. By doing so, it established a cap-and-trade system—limiting allowable emissions to the number of AAUs issued, but enabling Annex I countries to buy and sell those credits amongst themselves.
The Protocol also enabled Annex I countries to achieve their emissions targets in part by investing in CO2e-reducing projects in other, non-Annex I, countries. By engaging in such projects outside their borders, Annex I countries could earn additional AAU-equivalent credits. These projects would increase the ‘currency’ within the AAU economy, essentially earning the right for Annex I countries to generate incremental CO2 emissions by offsetting those emissions with sponsored improvements in developing nations.
Such projects were allowed under the Kyoto Protocol by the Clean Development Mechanism (CDM), with the objective of decreasing emissions intensity within developing nations who were not committed by the Kyoto Protocol to make improvements of their own. The Joint Implementation (JI) mechanism was a similar tool, allowing Annex I countries to invest in projects in other Annex I countries to reduce CO2 emissions relative to a ‘business-as-usual’ scenario. Both CDM and JI credits were actively pursued by project developers as a means of partially financing their projects.
If the emissions market operated as intended, the Kyoto mechanisms would encourage improvements where the marginal cost of emissions reductions was cheapest. Annex I states with lower improvement costs would reduce emissions beyond their targets and become sellers within the AAU economy, while states with comparatively more expensive marginal emissions reduction costs would become AAU buyers. Should the marginal cost of improvement be cheapest beyond Annex I borders, improvements would be made elsewhere, and the market for allowable emissions among participating states would expand.
The European Union Emissions Trading Scheme
While the Kyoto Protocol created the AAU market at the level of nations, it did not specify the manner in which reduction commitments should be extended to the organisations generating emissions within those nations. That task was largely left to legislators within each Annex I state, allowing them to implement emissions regulation tailored to their specific political and economic situation.
For the purposes of compliance with the Kyoto Protocol, the European Union acted as a single reporting entity to the Kyoto Protocol Executive Committee that had global responsibility for monitoring compliance. Within the EU, each member state/country had a negotiated allowed emissions level which reflected the country’s past compliance efforts and expected abilities to contribute to the overall EU compliance objective (as noted above, this initial target was to achieve at least a 5% reduction cf. 1990 emissions). In the spirit of the Protocol, each EU country came up with its own National Allocation Plan (NAP) for reaching its target through taxes, building codes, and other regulation. Each member state’s NAP stipulated its overall emissions target and the allocation of emissions rights to facilities operating in regulated sectors within its borders. Each NAP also proposed monitoring and control mechanisms to enforce its regulation and account accurately for resulting emissions. The most important common programme across the EU was the EU Emission Trading Scheme (EU-ETS), the first and largest carbon cap-and-trade scheme in the world.
The EU-ETS included all 27 European Union member states, covering ten of the region’s most energy-intensive industries that together generated close to half of the EU’s carbon emissions. Under the cap-and-trade system implemented through the EU-ETS, some 12,000 facilities in ten industrial sectors were required to measure their CO2 emissions and to provide at the end of each calendar year “carbon credits” equal to their recorded emissions. These were aggregated and submitted to the European Commission (the executive arm of the EU) as part of each country’s NAP compliance results. The European Commission was then responsible for submitting the EU’s aggregated results to the Kyoto Executive Committee.
Under the initial ETS implementation, firms whose facilities were covered by the regulation received European Union Allowances (EUAs) to cover most of their anticipated CO2 emissions liabilities (based on the historical emission patterns of the industries in question). These EUAs created an industry-level carbon economy, mirroring that established by AAUs at the national level. Firms regulated under the EU-ETS could trade their EUA credits just as Annex I countries could trade AAUs. They could also add to their pool through CDM and JI projects, sponsoring emissions reductions in developing countries or in other Annex I countries to receive EUA-equivalent credits in return. As with AAUs, the intent of this EUA currency was to incentivise carbon improvements wherever they cost the least to achieve, whether within, or outside, EU borders.
The EU Commission implemented the ETS in phases. Phase I, operating from the beginning of 2005 through 2007, was designed to provide an opportunity to test the system before the Kyoto commitment period. Phase II matched the timeframe established within the Protocol, covering the period from January 2008 through 2012. Phase III would begin in 2013 and most likely run through 2020, although its termination date had not yet been established by the EU Commission. The phases of the ETS were designed to provide firms with an opportunity to adapt to the new environment. Accordingly, in Phase I of the implementation, the EU-ETS required member states to freely allocate 95% of the EUAs stipulated within their NAPs to regulated firms. In Phase II, the proportion of freely allocated EUAs dropped to 90%. In both cases, these free allocations allowed regulated firms to acclimate to managing emissions while facing little exposure to carbon costs. For Phase III, however, factions within the Commission argued for all EUAs to be auctioned, which would fully expose firms to carbon costs and was projected to significantly increase the cost of EUAs within the carbon market (Figure 2).
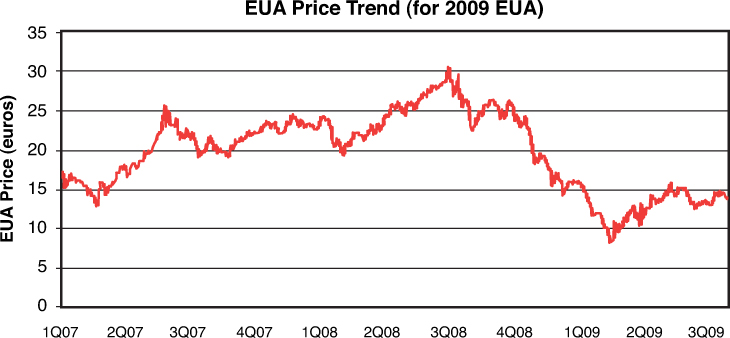
Figure 2 Pricing for EUAs has fluctuated considerably. Prices collapsed to zero during Phase I (not pictured), then rose to over €30 under Phase II, before falling again to just over €8. Due to an expected reduction or elimination of freely allocated allowances, Phase III prices were projected to trade in the €30 range.
Emissions Regulation in European Cement
Within Europe, the cement industry produced 160 million tons of CO2 equivalent emissions in 2008, representing roughly 8% of the emissions covered under the EU-ETS.15 Despite initial concerns over the impact that carbon regulation might have on the industry, the system proved profitable for many firms in Phases I and II. Due to abatement efforts and, in some cases, the over-allocation of EUAs, allowances granted under the NAPs exceeded emissions within the cement sector. As a result, firms within the industry realised substantial carbon-based EBITA gains. From 2005 through 2008, a period covering all of Phase I and the first year of Phase II, firms in the cement sector netted nearly 30 million tons of surplus allowances, adding an estimated €600 million in EBITA over the horizon (Figure 3 and Figure 4).16 These profits, however, were expected to end with the implementation of Phase III.
15 Community Independent Transaction Log (as of August 26, 2009), and interviews with industry experts.
16 Ibid.

Figure 3 Through emissions abatement efforts, and in some cases the over-allocation of emissions allowances, cement producers netted surplus EUAs in each of the first four years of the EU-ETS. The total surplus of 29.9 million allowances over the period amounts to nearly €600 million at a carbon price of €20 per allowance.

Figure 4 Some cement plants produced more emissions than they were issued credits for, leading to carbon costs for their firms. At the aggregated industry-level, however, these losses were more than compensated for by gains in each of the first four years under the EU-ETS.
Under the 100% auctioning called for under the European Commission’s Phase III plan, the projected allowance cost of €30 per ton of CO2 emissions would expose European cement to an estimated €4.8 billion in carbon expenses beginning in 2013.17 Under such a scenario, HeidelbergCement’s carbon costs would exceed the labour costs of their EU cement business by more than 50%.18 Unless they altered their pricing within the region, carbon costs would eclipse the previously healthy margins of HeidelbergCement’s European cement business, turning the division’s contribution negative (Table 2).19
17 Ibid.
18 Calculated from the 2009 HeidelbergCement Sustainability report, the European Cement Research Academy State of the Art Paper #1 and #2, and the GHG Initiative Protocol’s emissions from purchased energy estimates.
19 Ibid.

Sources: HeidelbergCement’s 2005-2008 Annual Reports, 2009 Sustainability report, European Cement Research Academy State of the Art Paper #1 and #2, and GHG Initiative Protocol’s emissions from purchased energy.
Table 2 EU-ETS carbon regulation has contributed roughly €200 million in EBITA from 2005 through 2008. However, with 100% auctioning of allowances as members of the EU Commission have argued for with the implementation of Phase III, contribution from HeidelbergCement’s EU27 cement business could turn negative.
If rivalry were limited to European competitors, HeidelbergCement and other firms within the industry could pass carbon costs on to their customers with little expected impact on demand. A €30 allowance cost translated to roughly €19 per ton of cement.20 Absorbing that cost into price in order to preserve absolute margins would imply a price increase of nearly 25%. With cement accounting for 3% to 8% of typical European commercial construction project costs (and less for residential construction), this €19 per ton increase, while a significant shock, would inflate construction budgets by less than 2%. Given few close substitutes among construction materials, such an increase would not likely slow sales. Rivalry, however, was not likely to be limited to Europe. Full allowance auctioning under Phase III of the EU-ETS threatened to transform the “cluster-based” competition that had dominated the industry since its inception.
20 Based on the HeidelbergCement’s 2009 Sustainability Report figure of 640 kg CO2/ton of cement.
Under the existing framework, the EU-ETS did not regulate clinker and cement produced offshore and imported into the EU. With European plants facing carbon costs expected to increase operating expenses by over 30%, offshore production seemed poised to obtain a cost advantage despite transport fees (Figure 5).21 This threatened to lead to “carbon leakage”—the shift of production from regulated to unregulated regions. If the EU-ETS led to carbon leakage, China and North Africa would supplant European cement production. In such a case, regulation could actually increase global emissions due to the construction of new facilities, the use of less carbon-efficient fuels and technologies, as well as the transportation itself, which would obviously undermine the objectives of the Kyoto Protocol.
21 Calculated from the 2009 HeidelbergCement Sustainability report, the European Cement Research Academy State of the Art Paper #1 and #2, and the GHG Initiative Protocol’s emissions from purchased energy estimates.

Sources: 2009 HeidelbergCement Sustainability report, 2008 Annual Report, European Cement Research Academy State of the Art Paper #1 and #2, and the GHG Initiative Protocol’s emissions from purchased energy estimates.
Figure 5 Under current pricing, the projected €30 price for EUAs would eliminate EBITA gains, and arm overseas producers with a cost advantage, opening the door for increased imports and “carbon leakage”.
The EU Commission had considered implementing a “border adjustment mechanism” along with Phase III of the EU-ETS.22 This would act as a tax on imported goods that would have faced regulation had they been produced domestically, eliminating the carbon cost asymmetry that could lead to leakage. However, such a mechanism would face two hurdles: determining or estimating the carbon emissions of imported goods; and gaining the unanimous acceptance by member states that EU law required before such measures could be adopted. The former could be overcome through auditing or various methods of estimation. The latter, however, appeared likely to stymie the proposal. Britain, among other member states, staunchly opposed any measure resembling an import tax or tariff, a position that it had long held and on which it seemed unwilling to waver.23
22 From “EU Mulls Carbon Tax to Curb Global Warming”, Euractiv.com, 29 September 2009, http://www.euractiv.com/en/climate-change/eu-mulls-carbon-tax-curb-global-warming/article-185832.
23 Ibid.
Although the inclusion of a border adjustment mechanism seemed unlikely, the EU Commission also considered free allocations to ETS-regulated sectors identified as vulnerable to leakage. In order to qualify for these freely allocated emissions allowances, a sector must be expected to face a 30% or greater increase in production costs under Phase III of the EU-ETS, or a 5% increase in production costs along with a 10% increase in trade intensity.24 Although it appeared likely that the cement industry would qualify for protection under these criteria, the number of free allocations that would be issued remained uncertain.
24 Council of the European Union, document 17125/08, 12 December 2008, Brussels, Belgium
The proposal called for the free allocation of allowances up to an industry-specific emissions intensity benchmark for each protected sector, with a reduction in that threshold over time. However, the benchmark itself had not yet been determined. With emissions performance among the industry leaders, van der Meer felt HeidelbergCement was likely to benefit from excess allowances in the early period of Phase III implementation, as in Phases I and II. However, even under this proposed protection, van der Meer anticipated that the continued reduction of the allocation benchmark still threatened to lead to carbon leakage unless some form of border adjustment mechanism could be agreed upon.
Cement Operations and Carbon Impacts
Kiln Operations
Cement production is a fundamentally carbon-intensive activity. The core process in the manufacture of cement—the production of clinker—takes place in a kiln. Kilns are immense, cylindrical structures; some older kilns in operation today weigh more than 500 tons and measure more than 180 meters long. The heart of all cement plants, the kiln is also the bottleneck at most facilities, determining clinker capacity, which in turn limits the amount of cement the facility can produce.
Canted a few degrees from horizontal, kilns rotate slowly on giant bearings as trucks haul limestone mined from nearby quarries to the conveyers that feed them. The limestone slowly descends the length of the kiln, churning with the kiln’s rotation. As it approaches the kiln’s flame, it reaches temperatures up to 1,450°C, (the flame itself reaches temperatures in excess of 2,000°C). When subjected to these temperatures, limestone undergoes a number of chemical transformations, several of which emit carbon in the form of CO2, before settling as the compound known as clinker and dropping into the cooling grate near the source of the flame (Figure 6). More than half of the cement industry’s carbon emissions result from this transformation of limestone alone.25,26
25 Calculated from the 2009 HeidelbergCement Sustainability report, the European Cement Research Academy State of the Art Paper #1 and #2, and the GHG Initiative Protocol’s emissions from purchased energy estimates.
26 CO2 Emissions at Brevik, IEEE Cement Industry Technical Conference, Palm Springs, CA. June 2009.

Figure 6 Limestone (CaCO3) transforms into clinker (composed of Belite and Alite) as it passes through the kiln and is subjected to increasing temperatures. This “calcination” process releases slightly more than half a ton of CO2 per ton of clinker produced, even before accounting for the emissions impact of the fuels consumed.
Three basic classes of kiln technologies operate worldwide and within HeidelbergCement’s portfolio today: wet, dry, and precalciner kilns. Designed to enable firms to locate facilities near higher moisture limestone, wet kilns are longer and less fuel efficient than their dry kiln counterparts. The added length relative to dry kilns is used to dry the materials in wet kilns. This drying requires a more intense flame, reducing fuel efficiency compared to dry kilns.
While wet and dry kilns were developed contemporaneously, precalciner kilns represent an evolution of both technologies. Utilising vertically stacked pre-kiln stages to dry and decarbonate limestone, precalciner kilns are up to two-thirds shorter than their wet and dry precursors, allowing significant improvements in heating efficiency and plant capacity. Given that kilns can remain in operation for over 50 years, however, many wet and dry kilns remain in use today.
Fossil, Alternative and Biomass Fuels
Kilns have a vast appetite for energy. To achieve its extreme temperatures, a kiln demands from 3.1 Gigajoules (GJ) to 6.0 GJ for every ton of clinker produced, depending on its efficiency. Conventionally, fossil fuels—coal, petcokes, oil, and natural gas—supplied this energy. More recently, however, HeidelbergCement and the industry at large have begun to utilise alternative and biomass fuels, ranging from rice husks and discarded tyres to animal remains and sewage sludge. At the temperatures required, a kiln could burn nearly anything. As a result, it became a useful and profitable means to dispose of unwanted municipal and industrial waste while contributing to the manufacture of cement.
With prices typically ranging from €2 to €4 per GJ and emissions of roughly 96kg of CO2 per GJ, coal, petcokes and the like (primarily lignite and shale) provide the most cost-efficient sources of energy, but also the most carbon-intensive among fossil fuels. Oil and natural gas offer considerable carbon efficiency improvements, but also steep price increases. The heavy and diesel oils used in cement manufacture often cost between three and four times as much as coal and petcokes, while emitting 75kg of CO2 per GJ. Meanwhile, natural gas generally costs from five to eight times as much as coal, but reduces emissions to 56kg of CO2 per GJ. Due to these considerable price differences, oil and natural gas accounted for less than 5% of the fossil fuels consumed by HeidelbergCement.27
27 Carbon intensity figures come from the GHG Initiative Protocol’s cement industry emissions factors for fuels.
The burning of alternative and biomass fuels often provides a service: the incineration (and disposal) of wastes that would otherwise become landfill. As a result, HeidelbergCement and other cement manufacturers historically generated revenue rather than absorbed a cost when utilising these fuels. In response to the price shock in oil and other fossil fuels, however, power generation firms also began to develop the capability to utilise alternative fuels. This increased demand for alternative and biomass fuels began to compete with the disposal value provided by incineration, chipping away at the revenues cement plants had earned through incineration, turning these streams neutral or negative in some cases. This trend was expected to continue, with alternative and biomass fuels projected to become costs in the range of 30% the price of coal by 2020.28
28 European Cement Research Academy, State of the Art Paper #3: Alternative Fuels and Biomass Use in the Cement Industry.
Emissions from alternative fuel sources often range from 90kg to 110kg of CO2 per GJ, exceeding those from some fossil fuels (especially natural gas and oil).29 As industrial and municipal wastes, however, the outside option to landfill these fuels leads to the release of methane, a gas with global warming potential 25 times greater than CO2. Hence, some viewed alternative and biomass fuels as “carbon neutral”, having zero net emissions (Table 3). In Phases I and II, however, the EU-ETS accounted for the impact of fuel combustion based on gross emissions. The EU Commission had not yet determined whether to use gross or net measures to assess fuel emissions with the implementation of Phase III.
29 GHG Initiative Protocol’s “GHG emissions from Purchased Electricity, Heat, or Steam”.

Table 3 Fuels varied considerably in their emissions impacts and costs. Net emissions account for alternative and biomass fuels as carbon neutral, while gross emissions account for the CO2 released during burning only (ignoring carbon landfill emissions that would result if the biomass or alternative fuel had not been burned for its energy value).
Despite their cost and net carbon advantages, alternative and biomass fuels were not yet the panacea that they might seem. Due to differences in specific energy (GJ/kg of fuel) and other technical properties, fuel mixes employed in the production of clinker generally required a base load of fossil fuels. With their greater length, wet and dry kiln technologies typically required a greater percentage of fossil fuels as a base than their precalciner counterpart. Availability also limited the use of alternative and biomass fuels. In some regions within Europe, regulation prohibited their use. Even where their use was permitted, limited supplies constrained how widely alternative and biomass fuels were employed. HeidelbergCement exhibited a competency for overcoming many of these challenges, leading the industry in non-fossil fuel use, with alternative and biomass fuels providing 17.5% of its kiln energy requirements, while use within the industry as a whole stood at 10%.30,31
30 HeidelbergCement 2009 Sustainability Report.
31 European Cement Research Academy, State of the Art Paper #3: Alternative Fuels and Biomass Use in the Cement Industry.
Cement Blending and Clinker Substitution
Once limestone completes its passage through the kiln, it drops into a cooling grate in roughly-shaped lumps of clinker measuring up to one centimetre in diameter. After a period of storage in silos, conveyers transport the clinker to the plant’s cement mill where enormous steel drums grind it to a powder. Gypsum, often with other materials depending on the particular cement produced, is blended in with the clinker during this grinding process in order to aid the setting qualities of the finished product.
The industry offers a variety of cement blends. Among these, Portland cement has remained the standard in the market for decades. Invented in 1824 by a British bricklayer, Joseph Aspdin, Portland cement uses a mix of 95% clinker and 5% gypsum. In order to reduce the amount of carbon emitted as a result of cement production, interest in cement blends utilising clinker-substitute materials has grown.
Two materials have emerged as the primary clinker alternatives in cement manufacture: blast furnace slag and fly ash. Blast furnace slag is a by-product of pig iron production and fly ash results from coal-fired power generation. With neither material generating incremental carbon emissions when used in cement blends, their use eliminates the carbon emitted during the production of the clinker that they substitute for. Consequently, blast furnace slag or fly ash used as a clinker substitute typically reduced the emissions of the resulting cement blend by 100 to 430 kg of CO2, depending on the degree of substitution.32 As waste products from their respective sectors, blast furnace slag and fly ash had historically been available at negative cost. Due to increasing demand among cement manufacturers, though, these clinker substitutes now cost about €10 per ton for fly ash, and €13 per ton for blast furnace slag. These costs were expected to double over the next decade as demand continued to grow.
32 European Cement Research Academy, Technology Paper #21 and #24.
While clinker alternatives reduce the emissions released during cement manufacture, they also alter the structural properties of the resulting cement blend, providing less short-term strength and greater long-term strength than traditional Portland cement.33 These structural differences limit the applications where low-clinker cements can be used, tempering demand. The availability of clinker substitutes also limits their potential impact. With an estimated 200 million tons of global blast furnace slag produced each year and 500 million tons of fly ash, the industry could achieve roughly a 60% clinker-to-cement ratio if both were fully utilised for the manufacture of cement.34 In 2008, that ratio stood at 78% for the industry worldwide and 75% in Europe, with HeidelbergCement ahead of the average European performance.35
33 European Cement Research Academy, State of the Art Paper #4: Reduction of Clinker Content in Cement.
34 European Cement Research Academy, State of the Art Paper #4: Reduction of Clinker Content in Cement.
35 European Cement Research Academy, State of the Art Paper #4: Reduction of Clinker Content in Cement and 2009 HeidelbergCement Sustainability Report.
No carbon emissions result directly from the grinding process, regardless of the mix between clinker itself and its available alternatives. Grinding does, however, lead to indirect carbon emissions through electric power consumption, with the process contributing roughly two-thirds of a plant’s total electric requirements, which typically range from 90 to 130 kilowatt hours (kWh) per ton of Portland cement produced.36 Depending on the power generation technology supplying the plant, these requirements can add from 0kg CO2/kWh for nuclear and renewable technologies, to 0.96kg CO2/kWh for coal-fired technologies. Fly ash, unlike clinker and blast furnace slag, requires no grinding, so it offers the additional cost and carbon advantage of reducing a plant’s electrical power demands.
36 European Cement Research Academy, State of the Art Paper #2: Electric Efficiency of Cement Production.
On the Horizon—Carbon Capture and Storage
By migrating end-of-life wet and dry kilns to precalciner technology, and through increased use of alternative fuels and clinker substitutes, HeidelbergCement had managed to reduce net carbon emissions per ton of cement from their 1990 levels of 783kg CO2 to 640kg CO2 in 2008, a decrease of 18.3%.37 Despite the volume growth in cement production over that period, net emissions also decreased from 54.9 million tons of CO2 to 52.8 million tons (see Figure 7). However, with the inherently carbon-intensive nature of cement production and several factors limiting the potential of available emissions reduction options, van der Meer wondered where they could turn for further improvements. One possibility lay with a technology in the early stages of development at a plant in Brevik, Norway: carbon capture and storage (CCS), a solution that thus far had only been commercially applied in oil and gas extraction, with a handful of pilot plants in other sectors such as power generation.
37 HeidelbergCement 2009 Sustainability Report.

Figure 7 By 2008, HeidelbergCement had decreased per ton net emissions by over 18% from 1990 levels. It had reduced absolute net emissions by nearly 4% over the same period, despite growing worldwide production volume from 71.1 million tons to 82.5 million tons.
Implementation of CCS abatement would sequester carbon emitted during the conversion of limestone into clinker and during fuel combustion. Theoretically, this could be accomplished by an end-of-pipe method, where carbon released during the manufacture of clinker would be chemically absorbed, compressed and then transported for storage, a process known as ‘absorption CCS’. Alternatively, clinker production could be redesigned to accommodate an ‘oxyfuel’ CCS solution where a pure oxygen environment would replace the open air currently in cement kilns. This would generate a relatively pure stream of CO2 that could be routed into storage. Based on preliminary tests, absorption and oxyfuel solutions held the potential to reduce carbon emissions in new kiln installations by 75% to 85%, respectively.38 As an end-of-pipe method requiring no fundamental change to kiln technology, existing plants could be retrofitted with absorption technology. Only precalciner kilns could be retrofitted with oxyfuel CCS technology, however, and then with a loss of effectiveness, capturing an estimated 60% of emissions.39 For storage, carbon would typically travel by pipeline to sequestration facilities, generally underground oil and gas fields estimated to be capable of containing 99% of the injected CO2 for thousands of years.40
38 European Cement Research Academy, Technology Paper #30 and #31.
39 European Cement Research Academy, Technology Paper #30: Oxyfuel technology as part of CCS.
40 Intergovernmental Panel on Climate Change, Carbon Dioxide Capture and Storage.
While CCS technology held promise, only absorption technology had thus far been proven in the field, and then only within sectors outside cement and at a scale much smaller than would be required to capture emissions from clinker production. When CCS technology would become commercially available within the cement industry remained highly uncertain, but estimates pointed toward a 2018 horizon for absorption CCS and 2022 for oxyfuel. The technology would also impose significant variable and fixed costs. Both absorption and oxyfuel technologies would generate substantial electric power requirements, adding 70 kWh to 110 kWh per ton of clinker to a plant’s baseline demand.41 Absorption technology would also profoundly undermine a kiln’s fuel efficiency, adding from 1.5 to 3 GJ per ton of clinker, while oxyfuel would add a comparatively nominal load of 0.1 GJ per ton of clinker.42 The fixed costs of pipeline and storage facility development also posed implementation hurdles. As organisation and industry spanning investments, this infrastructure would likely require government intervention or a third-party service provider to realise.
41 European Cement Research Academy, Technology Paper #30 and #31.
42 Ibid.
The Benelux Cluster
After the improvements achieved through 2008, more than 56% of remaining emissions resulted directly from the transformation of limestone into clinker, with another 32% generated from the fuels burned during that process (Figure 8).43 Some of those emissions could have been eliminated by migrating older kilns to precalciner technology, or through further increases in the use of alternative fuels. However, kiln conversions were expensive and regulation and availability of alternative and biomass fuels constrained HeidelbergCement’s ability to fully realise their potential. A shift in demand to lower-clinker blends of cement would eliminate considerable emissions through decreased clinker requirements, and, in the case of fly ash as a substitute material, through a decrease in the electrical power required for grinding. Throughout most of Europe, however, the market had largely proven slow to shift to lower-clinker cements despite efforts to increase their penetration. Searching for a means to reap further improvements, van der Meer focused on a microcosm of HeidelbergCement’s European plant portfolio. He considered the set of three facilities serving Belgium, the Netherlands, and Luxemburg, a market cluster referred to as Benelux.
43 European Cement Research Academy State of the Art Paper #1; 2009 HeidelbergCement Sustainability Report; GHG Initiative Protocol’s “GHG emissions from Purchased Electricity, Heat, or Steam”.

Sources: European Cement Research Academy State of the Art Paper #1; 2009 HeidelbergCement Sustainability Report; GHG Initiative Protocol’s “GHG emissions from Purchased Electricity, Heat, or Steam”.
Figure 8 88% of cement emissions are generated by the transformation of limestone into clinker (i.e., “calcination”) and the fuel required for that process. Fuel is divided into “efficient” and “inefficient” use: “inefficient” use represents the incremental fuel required by the lower efficiency wet and dry kilns remaining within HeidelbergCement’s portfolio; “efficient” fuel use is what would be possible with a 100% precalciner kiln portfolio.
Van der Meer believed that evaluating emissions-reducing options within Benelux could provide insights into how well HeidelbergCement’s European operations might compete with unregulated offshore production. With a precalciner kiln in Antoing, Belgium, a dry kiln in Liege, Belgium, and a wet kiln in Maastricht, The Netherlands, the plants within the Benelux cluster spanned the kiln technologies employed within HeidelbergCement’s portfolio.44 While kiln specifications varied throughout the portfolio, the three plants in the Benelux cluster were fairly representative of their technology type in terms of capacity, production cost and fuel efficiency (Table 4). As was true for all wet and dry kilns, HeidelbergCement could upgrade the Maastricht and Liege facilities to precalciner technology, but this would require an investment of up to a €100 million in infrastructure and downtime. Given the magnitude of the required investment, such upgrades had generally been considered cost prohibitive.
44 The kiln types described here differ somewhat from actual Benelux capacity. They have been altered to encompass the broader diversity of kiln technologies available within HeidelbergCement’s European operations.

Table 4 The three kilns serving the Benelux cluster represent each of the three technologies employed in HeidelbergCement’s portfolio, which vary considerably in capacity and fuel efficiency. As noted above, base calcination cost and CO2 figures do not include the cost or carbon impacts of consumed fuel or electrical power.
In addition to representing each of the kiln technologies within HeidelbergCement’s portfolio, the Benelux cluster provided one of the more favourable markets for alternative fuels and the use of lower-clinker cement blends in Europe. In this regard, Benelux offered a glimpse of the market environment that Europe as a whole might eventually mirror as it continued to evolve under the EU-ETS. Regulation within the three nations composing the cluster facilitated the collection of waste materials, and enabled its industrial use as an alternative fuel.45 The plants in Antoing, Liege and Maastricht took advantage of this availability, calibrating fuel recipes for their kilns that incorporated significant proportions of alternative fuels and biomass, reducing production costs and net emissions (Table 5).
45 http://www.heidelbergcement.com/global/en/company/group_areas/europe/benelux.htm

Table 5 With favourable local regulation within the Benelux cluster, HeidelbergCement can make considerable use of alternative fuels, enabling potential cost and net emissions reduction.
In terms of demand for lower-clinker cements, Benelux was among the leading markets in Europe and the world, with nearly 75% of cement sold in the region containing blast furnace slag and fly ash as clinker-substitute materials (Table 6a).46 Projections indicated that market share among cement blends in the Benelux cluster would migrate only slightly further towards lower-clinker mixes over the period from the implementation of Phase III of the EU-ETS in 2013 through 2025 (Table 6b). Given that fly ash does not require grinding as clinker and blast furnace slag do, blends utilising it as a substitute material reduce electric power costs and emissions (Table 6c), which is reflected in aggregate requirement projections (Table 6d).
46 Ibid.

Table 6a Traditional Portland cement and three lower-clinker alternatives constitute the Benelux cluster market.

Table 6b Within the Benelux cluster in 2008, over 75% of HeidelbergCement sales were of a low-clinker variety. Although this was among the highest proportions in the world, the figure was projected to shift only moderately over the mid-term horizon.

Table 6c Electric power requirements for the plants within the Benelux cluster could be reduced marginally through the use of cement blends that included significant proportion of fly ash, which did not require grinding, unlike clinker and blast furnace slag.

Table 6d Cement volumes as well as the mix between cement varieties drove aggregate material requirements.
With the approach of Phase III of the EU-ETS and its anticipated increase in carbon allowance costs and elimination or decrease in allowance allocations, van der Meer wanted to re-assess the value of upgrades to the Benelux cluster’s wet and dry kilns. He also wanted to explore the value of CCS technology, determining whether capturing emissions would be worthwhile, assuming that the EU covered transport and storage costs, when and if the technology became available (Table 7). By comparing domestic performance under the most profitable decisions to performance under an option to install offshore capacity (Table 8a-b), van der Meer hoped to assess the future competiveness of cement production in Europe.

Table 7 CCS technology could eliminate most of the emissions generated during cement production, but would prove quite costly to implement. The investment fees here are incremental to kiln construction costs for new installations.

Table 8a An offshore kiln (or kilns) would be of precalciner technology. It (they) would offer greater fuel efficiency than the wet and dry kilns in Maastricht and Liege, as well as lower costs. Alternative fuel use, however, was very restricted due to limited availability. Non-Fuel costs and CO2 impacts include transportation.
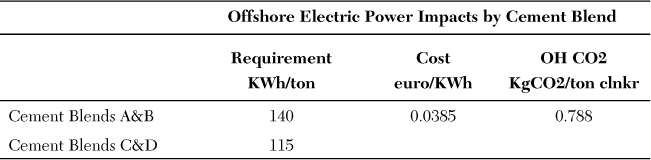
Table 8b About two-thirds of the electric power for cement produced from imported clinker was required overseas during clinker production, with the other one-third required within Europe for grinding and blending. Though total power requirements were equivalent to cement produced domestically, costs were typically lower, but emissions were greater due to a greater mix of coal-fired power generation.
A Question of Impact and Survival
As van der Meer arrived to Gare du Nord, he contemplated the Phase III regulatory uncertainties. He surmised that while the EUETS in Phase III was not likely to include border adjustments, it would recognise net emissions in fuel combustion and continue to freely allocate allowances. The number of allowances issued, however, was likely to be limited, with the Commission allocating EUAs based on historical production volumes and a benchmark carbon intensity. Should the Commission set too aggressive a benchmark, van der Meer saw the potential for a perfect storm that could flush cement production from Europe to unregulated regions, resulting in greater overall emissions than had existed prior to the implementation of the ETS.
The Benelux cluster, with its mix of technologies, offered the opportunity to assess the financial and carbon impacts that each emissions improvement opportunity presented. By considering the cluster, van der Meer felt that he could assess the fundamental question: whether HeidelbergCement could continue to operate profitably within the European Union beyond 2012, or whether it would become unable to compete with unregulated offshore plants, forcing it to shut down its European kilns.
With the expected passage of a carbon cap-and-trade system in the United States looking more likely than ever, van der Meer foresaw similar issues arising in HeidelbergCement’s extensive North American operations as well. The carbon strategy that the firm adopted in Europe would have implications that affected all of its global operations. Carbon footprinting and mitigation at HeidelbergCement had been little more than a curiosity prior to Kyoto just over a decade ago, but it now threatened to become the single most important driver of HeidelbergCement’s global plant location and technology choice strategy.
After disembarking, van der Meer looked back at the engines gathered within the station. He imagined them decades before, belching thick clouds of soot as they consumed shovel-loads of coal. Who could have imagined that they would give way to the smooth-running, electric-powered trains of today? As van der Meer left the station for his appointment with the IEA, he wondered how the imminent transformation of the cement industry might ultimately compare.