Introduction to e-Design
Abstract
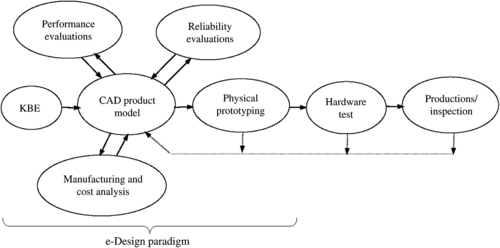
The e-Design paradigm employs IT-enabled technology, including virtual prototyping, early in product development to support cross-functional analysis of performance, reliability, and costs, as well as quantitative trade-offs in decision making. Physical prototypes of the product design are then produced using rapid prototyping and computer numerical control. e-Design has the potential to shorten overall product development, improve product quality, and reduce product costs (1) by bringing together product performance, quality, and cost early in the design phase; (2) by supporting design decision making based on quantitative product performance data; and (3) by incorporating physical prototyping to support design verification and functional prototyping. This chapter introduces the e-Design paradigm and the components it comprises, including knowledge-based engineering and virtual and physical prototyping. Designs of a simple airplane engine and a high-mobility multipurpose wheeled vehicle are offered as illustrations.
Keywords
Design trade-off; E-Design; Rapid prototyping; Virtual prototyping1.1. Introduction


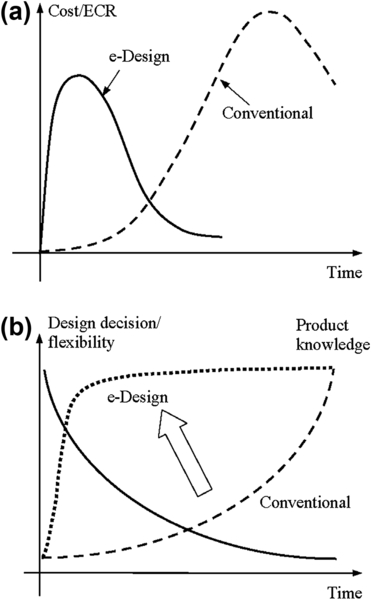
1.2. The e-Design Paradigm
1.3. Virtual Prototyping
1.3.1. Parameterized CAD Product Model

1.3.1.1. Parameterized product model
1.3.1.2. Analysis models


1.3.1.3. Motion simulation models

1.3.2. Product Performance Analysis
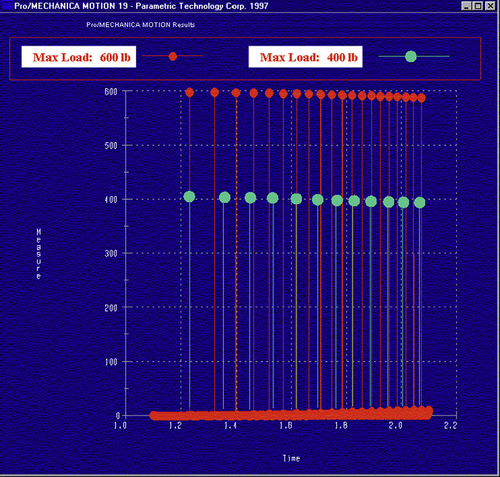
1.3.2.1. Motion analysis
1.3.2.2. Structural analysis
1.3.2.3. Fatigue and fracture analysis
1.3.2.4. Product reliability evaluations
![]() (1.1)
(1.1)
![]() (1.2)
(1.2)
 (1.3)
(1.3)
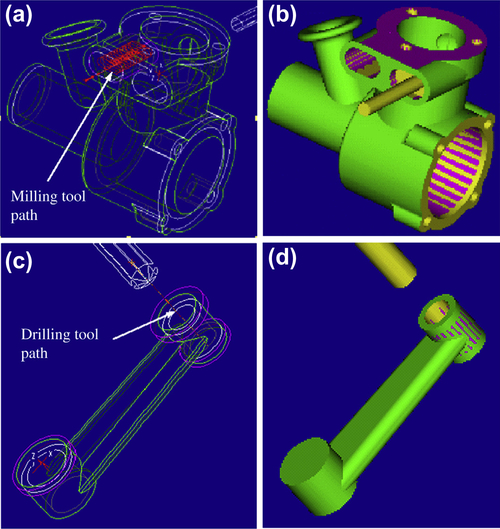
1.3.3. Product Virtual Manufacturing
1.3.4. Tool Integration

1.3.5. Design Decision Making
1.3.5.1. Design problem formulation
![]() (1.4a)
(1.4a)
![]() (1.4b)
(1.4b)
![]() (1.4c)
(1.4c)
![]() (1.4d)
(1.4d)
1.3.5.2. Design sensitivity analysis
![]() (1.5)
(1.5)
1.3.5.3. Parametric study
1.3.5.4. Design trade-off analysis

![]() (1.6)
(1.6)
 (1.7)
(1.7)
![]()
![]()
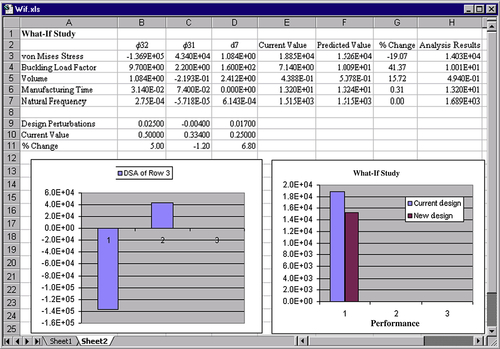
1.3.5.5. What-if study
![]() (1.8)
(1.8)
1.4. Physical Prototyping
1.4.1. Rapid Prototyping



1.4.2. CNC Machining


1.5. Example: Simple Airplane Engine
1.5.1. System-Level Design
![]() (1.9)
(1.9)
1.5.2. Component-Level Design


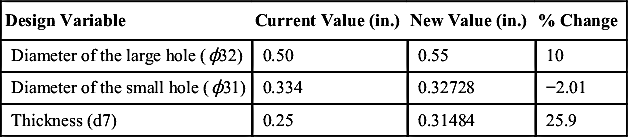
1.5.3. Design Trade-Off


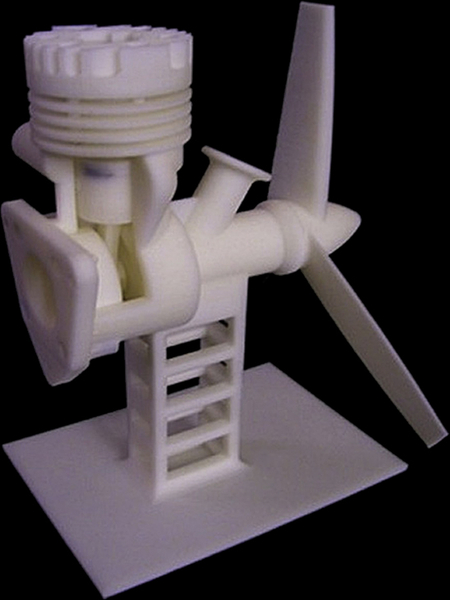
1.5.4. Rapid Prototyping
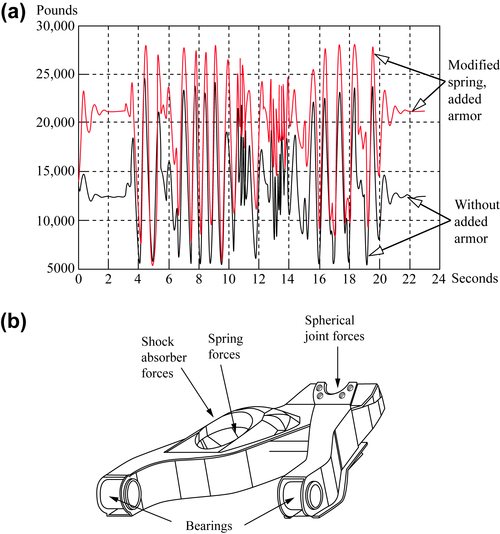
1.6. Example: High-Mobility Multipurpose Wheeled Vehicle
1.6.1. Hierarchical Product Model

1.6.2. Preliminary Design


1.6.3. Detail Design




1.6.4. Design Trade-Off