
CHAPTER 9
Process Analysis for Gaps in Specification
Any company that cannot imagine the future won’t be around to enjoy it
– Gary Hamel and C. K. Prahalad
SYNOPSIS
Specification is a basic technical and commercial document listing out the requirements of a customer to be met by a supplier. This document must be error-free, besides being clearly and correctly understood and agreed by both the parties. It is a common experience that this document itself can contain errors and can lead to disputes due to lack of clarity and/or proper understanding of the specification by either or both the parties. These errors, of inadequate clarity and improper understanding, are referred to as ‘Gaps’ that need to be identified and eliminated by both the parties prior to enforcing the specification. Methodology for debugging the specification is explained in this chapter.
Specification
Specification is a comprehensive document that sets out clearly and completely all the requirements to be fulfilled by any product, service or contract between the two parties— producer and supplier—as well as the society at large as represented by the mandatory rules and regulations.
In almost all cases, specification is an inherited document and it gets amended only when forced upon. There is no well-planned formulation to objectively review the specification at regular intervals as an organised practice to find gaps, if any, and bridge the gaps. The fact that there is no such practice is also reflected in the fact that quality critical to customer has only now hit the headlines after the advent of Six Sigma.
Therefore, it is necessary to continuously scrutinise the existing specification to identify the uncovered issues referred to as gaps as well as issues inadequately addressed through substandards and act upon both to render the specification robust to protect the customers and the society. This task of gap analysis is the subject matter of this chapter.
Any problem/project concerning continual improvement does admit the use of specification and hence the subject of gap analysis is also applicable to specification.
TABLE 9.1 Types/Sources of Gaps in Matters Related to Specification
| Type/source |
|---|
| Clarity of requirements Test and evaluation methods Rationale of a requirement Health and environmental requirement Safe requirement of dispatch Process(es) Material(s) Requirement compatibility, with usage conditions Requirement and customer complaint Mandatory rules and regulations Quality critical to customer Juranian classification of customer quality needs Customer requirements and their technical assessment Skills and knowledge of process |
Gap analysis: listing of gaps in specification
While scrutinising the specification for gaps, it is advantageous to know the different types/sources of gaps, as listed in Table 9.1. The items listed are illustrative and not exhaustive. A brief description/account of each item listed in Table 9.1 is given in the following sections. General structure of specification and a typical list of quality characteristics as per quality factors are in Annexure 9A and 9B, respectively. Both are applicable to the products manufactured and they are given to serve as illustration for preparing similar structures for other types of products/services.
Clarity of requirements
As already stated, specification is a list of requirements. Each requirement is to have the limits indicating accepted limits of each as maximum, minimum or bilateral limits having both minimum and maximum. Ensure that each requirement that admits of a number has its unit of measurement as well as its specified limits as minimum, maximum or bilateral.
Requirement is also expressed as a clearly defined characteristic. The way it is defined, though appearing as clear needs close scrutiny as illustrated in the following.
Regarding supplies it was stated in the purchase order the delivery should be on time. This gave rise to many disputes wherein suppliers felt they had supplied on time while the company felt the other way and both were correct. The mischief was traced to the words on time and its definition. The purchase order was amended to state that deliveries need to be made on working days from 7 AM to 3 PM. There was no dispute on time thereafter.
Test and evaluation methods
Every requirement covered in the specification has its corresponding limits of acceptance for which the method of test, evaluation and acceptance as applicable to the result need to be specified. The following details are also to be stated for each requirement and agreed between the parties concerned.
- The method of analysis.
- The type of instrument to be used.
- Sampling method: individual or composite.
- Place of measurement.
- Reference standards for sensory characteristics.
- Method of expressing results especially for chemical analysis.
- Acceptance criteria.
Any of these can be a source of defect if left uncovered and/or specified inadequately.
Rationale of a requirement—concern for customer
A requirement reflects the concern of a customer. There is a reason and logic governing every requirement. Understanding this helps to appreciate the requirement and give due attention to it.
An example explains this vital ingredient that makes a specification robust. A manufacturer of children’s garments has specified a pull pressure of minimum 15 lbs per square inch for the button fastened to a garment. During the review of specification, the rationale behind the specification was enquired. The following details furnished by the manufacturer reflects the discipline of giving attention to details as well as concern for the customer.
- Button fastened to a garment is a potential risk for children as any child can pull it out by hand/teeth and swallow.
- The garment has to have buttons and its elimination is not possible.
- Hence, buttons fastened to the garment should be harmless.
- Special studies among the able-bodied, mischievous, healthy children (4–6 years) showed that buttons fastened to a garment withstanding a pressure of 6 lbs had no risk of getting dislodged from the garment by the use of hand, teeth or both.
- A safety factor of 2.5 was allowed and 15 lbs limit was set.
Concern for customer is the watchword. Bear this concern by examining the rationale of a requirement from the customers’ viewpoint. It helps to ward-off potential problems.
Health and environmental requirement
Are the requirements of health and environmental standards superior to international standards? Setting company standards according to the national standards, which are inferior to international standards can be a compromise which may prove to be disastrous to the image of the company in the long run and can even spell disaster. Soft drink controversies of recent past in our country reflect the advisability of not taking short-cut route to health and environment standards. Yet, another example is that of a well-known company, which overlooked environmental laws and was mired in a controversy over mercury dumping at one of its manufacturing units.
Safe requirement of dispatch
Safety, as a part of the product/service offered to the customer, has to be ensured in all the places of post-dispatch activities—transportation, storage, handling, usage and disposal after use. Though these take place outside the company, it is the responsibility of the company as a supplier of goods and services to incorporate in the specification of the requirements of packaging and marketing, handling, storage and usage conditions. In extraordinary cases, incorporating the demands of special qualification and training in handling, storage and usage of products is advisable. In our observation, disposal of waste is not given sufficient attention. Many accidents have occurred due to the lack of attention to disposal of containers of flammable liquids, poisonous materials, etc. In all cases where empty containers can be a source of safety hazard, procedures need to be specified to render them free of the traces of material they possess in spite of being empty and the consent of the parties concerned need to be obtained to ensure compliance.
Process(es)
Certain requirements specified can be met only when appropriate processes are followed failing which compliance to the requirements can be a suspect. Note whether such specific process-linked requirements have been identified and included in the specification document. For example, in recent years, agricultural products are produced by organic farming. Therefore, methods and complexities of the process involved in organic farming constitute an integral part of the process specification. In the finished agricultural product, certain chemicals and toxins will be as per required levels only when the prescribed process is followed. Thus, stating the appropriate process is an essential part of specification of the final product.
Material(s)
As in the case of process, certain requirements in the specification can be met only when the materials of construction used are obtained from a specific type such as casting, cold/hot rolled, cold/hot extruded, forged and recycled/virgin material. Check whether such specific process-linked material type and the corresponding requirements have been identified and included in the specification document failing which it can be a source of defect.
Requirement compatibility (with usage conditions)
An example explains the compatibility between the way a requirement is stated in the specification and its relationship to conditions of use in the field.
For a product called detonating fuse, an explosive accessory, the specification for its velocity of detonation (VOD) was stated as 6000 m/s. There were no customer complaints from the domestic market on account of velocity of detonation. But that was not the case when the detonating fuse was exported to a South-Asian country. When the matter was investigated, it was found that in the domestic market, the continuous length of the fuse used was only 400 m whereas it was 1000 m in the country to which it was exported. When the same fuse was actually used in the length of 1000 m, the failure was confirmed. It was also found that in the accelerated test used for product release, VOD was being tested using a length of 30 cm and it could capture the deficiency of the fistling out of detonating wave in a continuous length of 400 m and not of 1000 m. The matter was investigated and new parameters of testing were specified in the release test capable of detecting failures in the actual conditions of use.
Thus it is important to raise the following questions for each requirement stated in the specification.
- Does the requirement have any bearing on the functionality of the product/service in the field?
- Is the test procedure capable of capturing the failure in the field due to the functionality concerned?
- How the compatibility between the two has been established?
Requirement and customer complaint
Customer complaints on field failure are a valuable input to examine the correctness of the specification itself. A case example illustrates this point and this again relates to detonating fuse.
Few requirements stated in the specification for the fuse were that (a) it should be wound on reels in continuous length of 400 m, (b) not more than one reel in 100 reels is allowed to have a joint and (c) the number of joints in a reel is only one.
In spite of complying with the requirement discussed, two complaints were received from the field about detonation failure. No statistical comfort was derived in spite of the two-digit ppm defect level. Both the complaints were traced to the reels and both were found to be with a knot in the chord. To understand the manner of failure, 100 short length cut chords knotted as per the reef-knot, the pattern followed, were detonated. It was found that 75 of them had failed and transmission was dead at the bent portion of the knot. With this it was concluded that the knot was responsible for failure and reef-knot was avoided. Instead the two ends were tied together parallely and a trial on 100 such parallely tied chords was conducted. None failed. Thus, it was concluded that joining the free ends has to be free from kink and a new method of joining was adopted. The specification was also amended specifying the pattern of joining the free ends.
Mandatory rules and regulations
Generally mandatory rules and regulations, if any, governing a product/service would have been covered by the specifications. This should not be a matter of presumption but assurance that it is so. In addition to this, it is necessary to examine the new rules and regulations as under and this is especially essential for an export-oriented company.
- Which are the new rules and regulations enacted by other countries in the world?
- Which new rules and regulations are likely to be enacted in the country?
- Advisability to incorporate (1)/(2) in the company’s standard ahead of the rest.
An illustrative example The next phase of the vehicle recycling mandate-‘End-of-life Vehicles Directive’ has taken effect from 1 January 2006. The directive requires 85 per cent of the car’s materials by weight, to be recovered and reused; and 5 per cent of the energy recovered by burning materials that are not economically practical to recycle.
The head of corporate affairs at Honda Motor, Europe, in his comment to the mandate has said that the company is already taking measures to regain some or all of the 575,000 Hondas expected to be on the European roads by 2007 (Motavalli, 2005).
Quality critical to customer
Customer needs are not specifically stated in spite of the importance given to the ‘voice of customer’ through QFD—Quality Function Deployment. Quality critical to customer is also not of paramount consideration by the producers of goods and services in spite of their avowed commitment to meet customer requirements and achieve customer satisfaction. These are experienced through various instances of day-to-day occurrence a few examples of which are presented in Table 9.2.
What needs to be recognised on the basis of the examples in Table 9.2 are
- (A) is necessary but not sufficient.
- (A) as well as (B) are necessary and sufficient.
- (B) would be welcomed by customers and later they compel for (A).
- Customer delight is possible only when actions on types (A) and (B) occur together.
- Ignoring (A) can prove disastrous to the producer/service provider.
TABLE 9.2 Quality Critical to Customer: Examples
Quality critical to |
||
|---|---|---|
| Aspects of product/service | Customer (A) | Producer (B) |
| Crockery to serve coffee | No spillage in saucer while serving | Style of crockery, Neat and clean |
| Patient | Monitoring the progress to relatives | Immediately attending to patient’s treatment |
| Delivering the consignment | Proof of delivery | Prompt delivery |
| Performance display | At workplace specific to it | At GM’s office |
| Statement of accounts to a client | Clarifications sought for | Prompt print-out |
| Patient’s relatives in waiting | Frequent monitoring of condition | Comfortable facilities |
| Terminology used—Bank | The loan amount unrecoverable/unrecovered. | Non-performing assets |
An important observation and action plan: Quality critical to customer has become a subject matter and special focal point of every Six Sigma study presentation. This specialised status enshrined in special studies should cease to exist. Instead the subject of quality critical to customer must become a study by itself in every functional group of an organisation and it needs to be carried out on the following parameters at least once-a-year or more frequently, if warranted.
- Constitute a small team focused to identify quality critical to customer in each functional group.
- Identify the customers.
- Seek from each customer the reasons for poor workmanship/deficiency/ deviation in the output that are not acceptable.
- List them out.
- In addition to above, the team should also place itself in the position of the customers and identify the ones that hurt the customer and enrich the list referred in (4).
- Use the information in the list appropriately to formulate action plans to remedy the hurts.
- Evaluate the effectiveness of the action and enshrine them in the appropriate operational documents such as specifications, work instructions, purchase requirements, etc.
The quality driver to debug is give attention to minute details. Following experience illustrates the point.
Recently, we stayed in a star hotel for attending a marriage reception. We took the initiative to bring the manager to show the small but critical qualities that hurt a customer such as no identification of hot and cold on taps; no hooks/wall stand for putting clothes in the bathroom, sharp edges of the latch that could cause bleeding scratch to the finger tips and non-availability of beverages before 6 AM. To set right such seemingly simple matters for the organisation but deeply hurting the customer, the concept of hunting for and hunting down hurting quality features as per the approach stated earlier should be a regular periodic ongoing process.
In such an exercise, the following must be included:
- Review of rules/regulations/terms/conditions which are issued to the customers.
- Identify terms/rules disrespectful to customers, and also the ones which rightly protect the organisation with no concern for the customer in order to eliminate such features and enhance fairness.
Such things cannot afford the luxury of solution through Six Sigma projects.
Juranian classification of customer quality needs
Dr. J.M. Juran, quality guru, has classified customer needs as follows. It is an important tool to discover the quality characteristics critical to customer.
- Needs that ensure cohesiveness. These are as follows:
- Stated needs
- Real needs
- Perceived needs
- Cultural needs
- Needs traceable to unintended use
- Needs promoting customers satisfaction
- Needs to check/control customer dissatisfaction
- Warranty
- Handling customer complaints
- Feedback to customer
In the classification, (1) (i) to (2) (ii) are product/service specific and hence the details have to be discovered for each or a class of product and service. The needs discovered constitute the quality critical to customer. Such a discovery ensures completeness. Annexure 9C gives a note on the Juranian classification of quality needs.
This is not the case with 2 (iii) to 3 (iii) which are of generic nature and independent of product/service. A well-extended system covering 2 (iii) to 3 (iii) when put in place would serve the purpose.
Customer requirements and their technical assessment
Technical assessment of customer requirements is a systematic approach to identify the issues not addressed in meeting the requirement and initiate suitable corrective measures to bridge the gap to meet the requirements.
Annexure 9D furnishes the details. It can be observed that the type of analysis outlined in Annexure 9D would bring forth many studies for continual improvement.
Skills and knowledge of process
Presently, processes are getting more sophisticated. They run by themselves once the job is selected and set. Error-free output is assured once the process discipline is complied with. It is here that the knowledge and skill of the operator comes into play to ensure compliance to process discipline. Correctness of understanding the knowledge and skill is crucial. This must be ensured failing which it can turn out to be a major source of defect at the level of process owner and his team.
Conclusion
Gap analysis on specification against the scrutiny points discussed needs to be carried out at regular intervals. It is a team exercise involving design, marketing, customer service, manufacturing and also lead customer(s) as explained in Chapter 10. Its importance need not be over stated.
It is a first-rate practice to get customer’s consent to specification after incorporating all the points that arise out of gap analysis. It is an endorsement of the fact that the specification document is complete and correct as on date.
The key objective of a continual improvement exercise is to delight the customer with speed and quality. Thus, the relevance and importance of gap analysis to a continual improvement exercise can be realised and every project must go through this grind of gap analysis. Next chapter explores many issues of customer interface about which everyone dealing with continual improvement must be aware of.
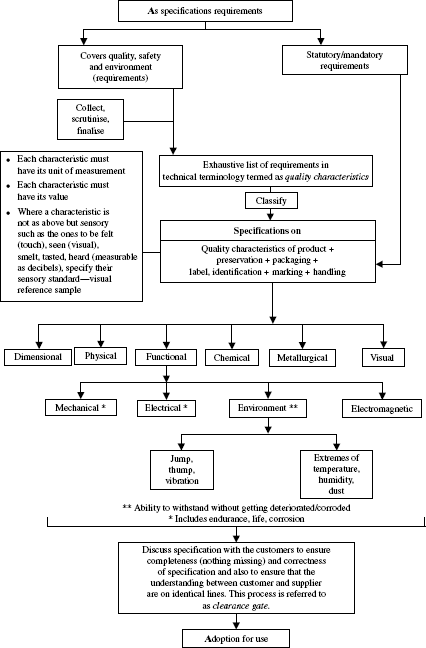
Annexure 9A
Figure 9A.1 General structure of specification
Annexure 9B
TABLE 9B.1 Quality Characteristics: Classified Quality Factorwise (Illustrative and not Exhaustive)
| Quality factor | Quality characteristics |
|---|---|
| Physical factors | Appearance features (height, width, length, weight) Dynamic features (speed, attraction, strength, fragility) Physical features (permeability, insulation, heat resistance, stretch-ability) Shape, size, colour, material composition Lighting features (transparency, translucency, luminosity) Sound features (tone, clarity, volume, sound/noise ratio) Information features (verbosity, information volume, accuracy) Chemical features (corrosion, resistance, non-flammability, non-explosiveness) Electrical features (insulation, conductivity, leakage) |
| Functional areas | Efficiency (energy efficiency, handling ease, level of skill) Safety (non-toxicity, foolproof design) Application diversity (uses, their combinability) Portability (facilities, installation) Customer range (for amateurs, for experts) Pollution (air, water) |
| Human factors | Impression (expensive quality, name, recognition) Exclusiveness (customer-made, imported, natural) Familiarity (traditional, new product) Ethnic appeal Sensory quality (finish, feel, taste, friendliness) Fulfillment (intellectually fulfilling, information fulfilling) Cultural Uniqueness (service, specifications, competition) |
| Temporal factors | Lasting value (heat resistance, dust-free, scratch-free) Time factors (performance of effect, speed) Durability (useful life, breakage rate, ease of repair) |
| Economic factors | Benefits (low cost, inexpensive maintenance) Frills and extras Liability |
| Production factors | Workability (few processes, few repairs and adjustments, does not need specialised technology, work standards flexible) Raw materials (wide quality tolerance, easy to procure, easy to store, easy to inspect, have process capability) Liability, pollution, health and safety, statutory/mandatory requirements Flexibility (easy to adjust, easy to adapt to other products) Identification, labelling, packing, dispatch Handling, loading, unloading, erection and commissioning at the user’s end |
| Market factors | Product life (trendliness, seasonal) Selection (wide selection) Reliability (diverse conditions, environment control for use) Reasons for purchase (select on own, influenced by opinion leaders, influenced by others) Life cycle (long-life cycle, short but profitable life cycle) Maintenance, training of customer personnel |
Annexure 9C: Note on Juranian classification of quality needs
Stated needs and real needs
Stated needs are the needs mentioned by the customers from their viewpoint. It does not always reflect the real needs. Hence, there is a need to know the real needs of the customer. It is for this reason the task of quality critical to customer has come up. Thus,
- Stated need is what is known to the customer and provider of goods and services.
- Real need is what is known to the customer but not mentioned by him explicitly and hence has to be discovered by the provider of goods and services by asking the twin questions to customer.
Why are you buying this product?
What service do you expect from the product? - Business would remain stiffled, if not vanish, if enterprises were not to know the real needs and incorporate them as stated needs.
Perceived needs
The customer and the enterprise have their own perception of quality on the same product/ service. Generally, both the perceptions are not the same. This difference can be a source of opportunity to meet customer needs as well as a source of trouble by falling below expectations with the customers. This difference in perception is one of the major cause of change in market share as for instance between different brands of TV (although each brand is technically at the same superb level), five star hotels, colleges in spite of having equipment and staff of same type. Hence, differences in perception is real; it has its impact. Therefore, differences in perception have to be found. This is facilitated by asking the questions
Why they are buying from ‘me’?
Why they are not buying from ‘him’?
Raising these questions and acting upon the response obtained are not a one time affair but a regular cycle with an appropriate frequency. Impact of the exercise would be rewarding and nature of actions to be taken may be surprising as well as startling such as changes in layout, improving get up/packaging and housekeeping and changes in parking rules.
Cultural needs
The concept of cultural patterns can be summarised as follows in the words of Dr. J.M. Juran:
Every human society evolves a pattern of beliefs, habits, practices, etc., based on its accumulated experience. This is known as the cultural pattern.
This pattern provides the society with certain elements of stability, a system of law and order, explanation of mysteries, rituals, taboos, status symbols, and so on. These elements are viewed by the society as possessing important values.
Any proposed change becomes a threat to these important values and hence will be resisted until the nature of the threat is understood.
The resistance is not limited to the organised societies. It extends to the individual members who may feel that their personal values are threatened.
In the historical example of the First war of Indian Independence in 1857, one of the causes is attributed to the cultural resistance to the use of certain materials in the army which hurt the sentiments of Hindus as well as Muslims.
Major problems faced in an enterprise arise from housekeeping and canteen where practices pose in reality an affront to human dignity, respect and sentiments.
Changes that have an impact on tradition and culture cause tension, fear and threat to one’s status. Thus, resistance to change can come from turf guardians who fear change as losing the turf. Turf can be a monopoly of skill, knowledge, expertise, etc.
At the level of society, products and services can hurt the sentiments of communities and can lead to large-scale violent protests. Entertainment industry has many notable examples of shutting down shows.
In the present societal conditions, where tolerance for diversity is unfortunately waning out, cultural richness may fade away.
Hence, it is important to understand the potential threats to the cultural patterns of the human beings involved. It is often possible to meet the objectives as well as the company’s needs.
Needs traceable to unintended use
Many quality failures arise because the customer uses the product in a manner different from that intended by the supplier. This practice takes many forms.
- Untrained workers are assigned to processes requiring trained workers.
- Equipment is overloaded or is allowed to run without adherence to maintenance schedules.
- Automobile bodies rust because the designers are not aware that they will be exposed to salinity in the roads.
What is critical in all instances of needs traceable to unintended use is as follows.
- Do not take a litigant view that the failures are due to unintended use on the part of the customer and he has to mend his/her way. He will not mend but end his/her buying from the company.
- Find what is the actual misuse that was unintended and take measures at design/planning stage to avert the misuse. The result can be a more versatile product like enhanced load capability, maintenance-free features, fail-safe devices, user-friendly features, etc.
- Unintended use, if not prevented by positive actions built into the product/service, has the potential to drag the enterprise to consumer’s court to get compensation for the damage suffered. Caution labels on product, brochure stating caution, training to customers are poor substitutes of secondary order compared to built-in positive measures through design to protect the company from liability suits.
Human safety
Technology places dangerous products into the hands of amateurs. It also creates dangerous by-products that threaten human health, safety and environment. The extent of all this is so immense that much of the effort of product and process planning must be directed at reducing these risks to an acceptable level. Numerous laws, criminal and civil, mandate such efforts. Extensive training is carried out to enable the planners to make such efforts effective.
User friendly
The amateur status of many users has given rise to the term user friendly to describe that product feature which enables amateurs to make ready use of technological products.
In this context, the following need is to be noted.
- Field staff who interact with the customers must be well conversant to explain the product features or operation with the help of the user’s manual.
- User’s manual must be simple, easy to understand and unambiguous supported by good pictures and diagrams. It must be free from fine print, jargons, etc.
There is a need for standardisation in the modern hand/lap held modern devices.
Annexure 9D: Analysis of customer requirements and their seriousness
The methodology of reviewing the customer requirements in relation to their seriousness is to:
- Prepare a master list of customer requirements classified as vital, critical, major and minor as defined in Table 9D.1.
- Prepare the list of questions regarding assessment of each requirement as shown in Table 9D.2.
- Apply each question to the quality requirements and record the information response as shown in Table 9D.3.
- Review the information response obtained for each question and note the deficiencies.
- Plan actions to rectify the deficiencies.
- Repeat the cycle (1) to (5) at least once a year or as frequently as necessary.
- Compulsorily apply the cycle (1) to (5) for any new and/or modified product/service.
TABLE 9D.1 Definition Critical, Vital, Major, Minor
| Classification of requirement | Characterisation of requirement failing to comply with |
|---|---|
| Critical | Will cause personal injury, operating failures, violates mandatory/statutory regulations on health, safety, environment |
| Vital | Can cause personal injury, operating failure, will cause sub-standard performance, will increase operational cost-maintenance, faster wear and tear |
| Major | Likely to cause operating failure and sub-standard performance, increased operational cost, will be adverse to appearance and workmanship and common customer can also detect |
| Minor | None of the above. Will be adverse to appearance and workmanship—highly discerning customers detect |
Use customer complaints data, especially the ones received during the warranty period, in capturing the deficiencies according to their category given in Table 9D.1.
TABLE 9D.2 List of Issues on Assessment (Illustrative not Exhaustive)
| Description |
|---|
| Is it measured? If measured what is the measurement and its unit? At what stage(s) measurements are made? Are the stages adequate? Are all the stages necessary? Is the measurement system in use up-to-date? If so, how is it judged to be so? Does the measurement system lend itself to calibration? If so, is it included in the calibration system? Is the measurement system on-line or off-line? If off-line, can it be made on-line? How is it known that the measurement chosen does reflect the customer requirement? Has the link of requirement measurement and its related complaint been established on the basis of (a) experience and/or (b) simulation studies? |
TABLE 9D.3 Record of Information and Review
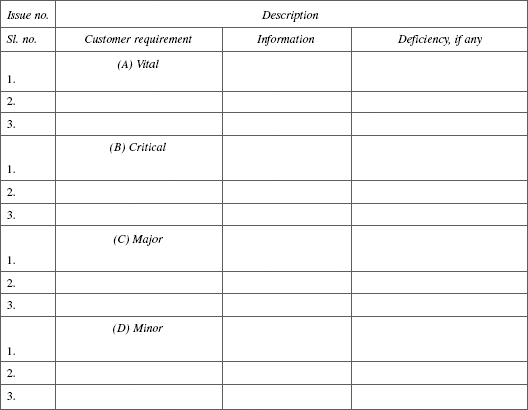
Note: The type of information shown needs to be obtained individually for each of the seven issues listed in Table 9D.2.